 江海方管厂
江海方管厂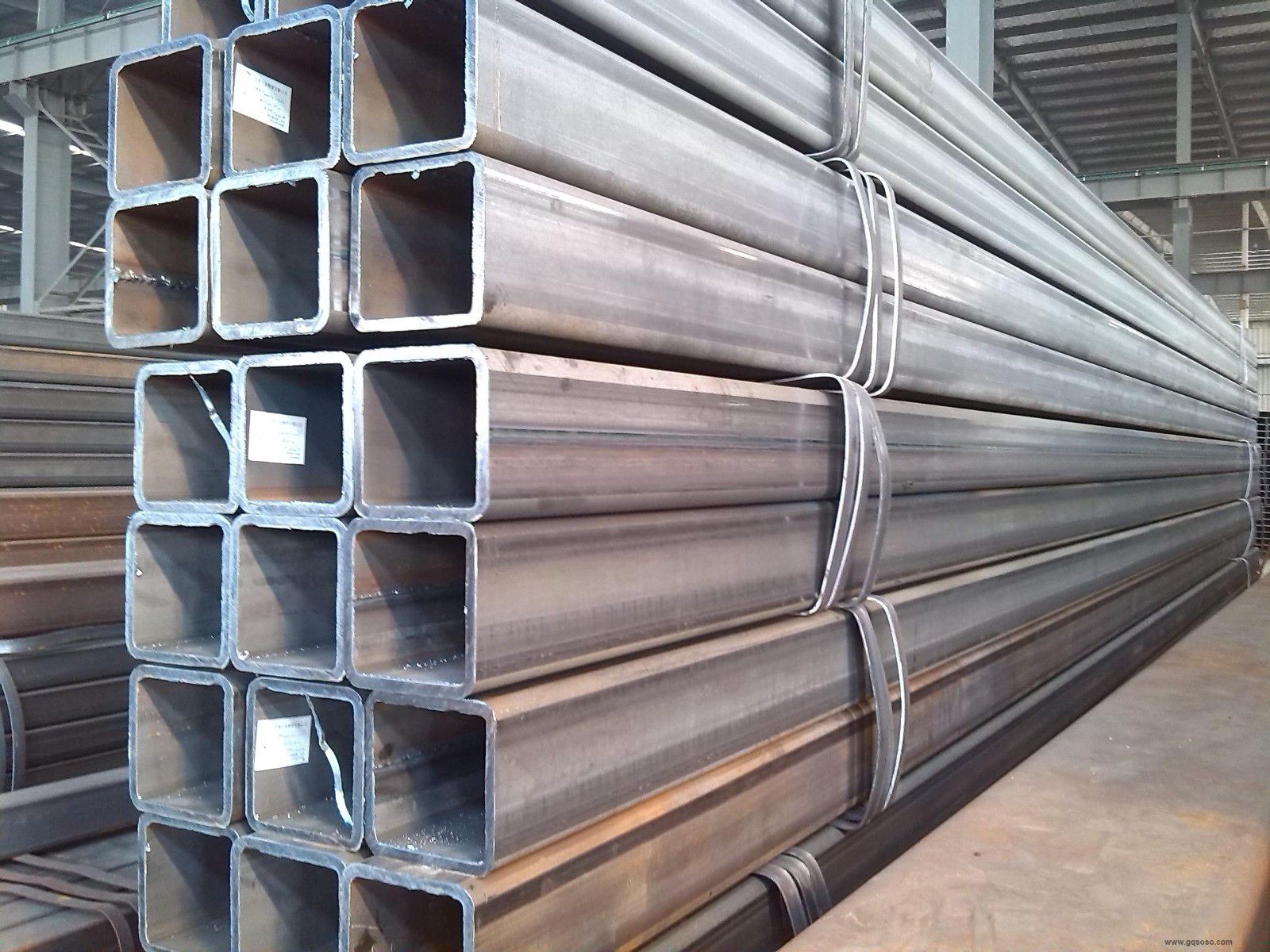 江汉镀锌方管厂家
江汉镀锌方管厂家 江汉镀锌方管厂家
江汉镀锌方管厂家 2021欢迎访问##贵阳镀锌
2021欢迎访问##贵阳镀锌 2021欢迎访问##梅江镀锌
2021欢迎访问##梅江镀锌 2021欢迎访问##临清镀锌
2021欢迎访问##临清镀锌正火状态的:a.珠光体钢;b.贝氏体钢;c.马氏体钢;d.奥氏体钢。大口径厚壁方管的检验项目、取样数量、取样部位和试验,按相应产品标准的规定。经需方同意,江海方管,热轧大口径厚壁方管可按轧制根数组批取样。江海
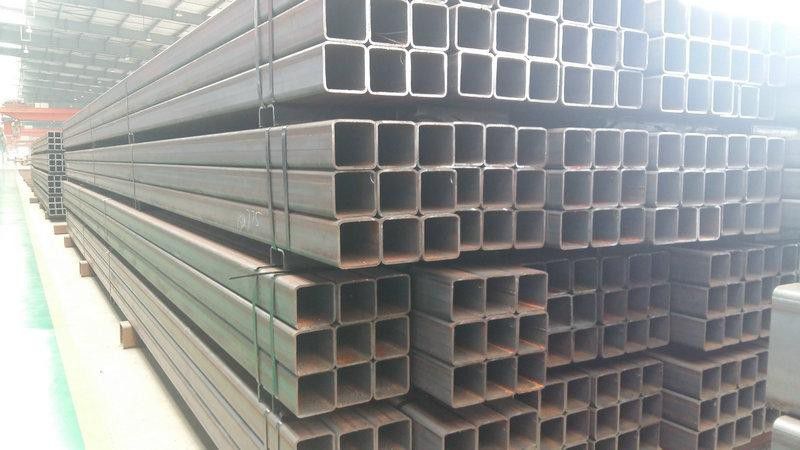
用途:广泛应用于机械、建筑、冶金、农用车辆、农业大棚、汽车、铁路、公路护栏、集装箱骨架、家具、装饰、钢结构等行业。(b)按焊缝分——直缝焊方管、螺旋焊方管吉安(a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管.伪劣大口径厚壁方管表面易产生结疤。原因有两点:伪劣大口径厚壁方管材质不均匀,杂质多。伪劣材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。.伪劣大口径厚壁方管易出现折叠。折叠是大口径厚壁方管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于伪劣厂家追求率,压下量偏大,产生耳子,下道轧制时就产生折叠,折叠的产品折弯后就会开裂,大口径厚壁方管的强度大下降。

喷(抛)射除锈是大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对大口径厚壁方管表面进行喷(抛)射处理,不仅可以彻底清除铁锈、氧化物和污物,而且大口径厚壁方管在磨料猛烈冲击和力的作用下,还能达到所需要的均匀粗糙度。
修、造船业,抛丸、喷砂是普遍使用的。但是无论是抛丸还是喷砂,都是使用压缩空气的形式。当然并不是抛丸就非用高速旋转的叶轮不可。在修、造船业般来说,抛丸(小钢丸)多用在厚壁方管预处理(涂装前除锈);喷砂(修、造船业用的是矿砂)多用在成型的船舶或者分段,作用是把厚壁方管上的旧油漆和锈除掉,重新涂装。在修、造船业,抛丸、喷砂的主要作用是增加厚壁方管涂装油漆的附着力。方矩管、改拔方矩管、厚壁方矩管、Q345B材质方矩管、热轧直角方管质检合格,厂家采用先进设备好,确保每个产品质量过关。方矩管表面缺陷的检测漏磁检测,方矩管的漏磁检测和磁粉检测非常相似,适用范围、灵敏度和可靠性较磁粉检测更强。间接成方工艺冷弯方矩管的传统成形工艺是在常温下先将热轧钢卷板多架成形机组逐步轧成圆管,随后整形机组再将圆管轧成方管,被称作间接成方工艺,传统辊弯成型工艺采用定弯点位置变弯曲弧度法完成管坯角部成型,适用于轧制中小规格产品。用这种工艺轧制“高超”方矩管,会出其固有缺陷。有于该工艺弯曲过程中的轧辊作始终集中于点,过分的应力集中往往在厚壁型材弯曲过程现显微裂纹,严重时导致开裂。有这种缺陷的产品用于建筑钢结构后果严重。对日本阪神大地震中断裂方矩管立柱的研究表明,角部微裂纹是引发方矩管断裂的主要原因。同时由于不同壁厚产品的成型弯曲弧度不同,轧辊通用性受到。工艺所的大规格冷弯方矩管采用了先进的“直接成方”好工艺,即在常温下将热轧钢卷板直接轧成方矩形。能源费用除锈等级.尺寸问题b.转炉钢:(a)酸性转炉钢;(b)碱性转炉钢。或(a)底吹转炉钢;(b)侧吹转炉钢;(c)顶吹转炉钢。
加压大小和加压时间是焊接成败的关键。大口径厚壁方管合成材料如果不加压,由于材料本身的孔隙及反应中产生的气体,将会导致大量的孔隙。不允许将反应物留在焊缝中,因此必须致密化,通常的是在反应过程中加压。哪有a.方管结构钢:(a)优质碳素结构钢;(b)合金结构钢;(c)簧钢;(d)易切钢;(e)轴承钢;(f)特定用途优质结构钢。
轧制厚壁方管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度是关键性的问题,圆管坯出炉后要经过压力穿孔机进行穿空。般较常见的穿孔机是锥形辊穿孔机,这种穿孔机好效率高,产品质量好,穿孔扩径量大,可穿多种钢种。之所以会将其分成两种进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于些细缝中就很难达到人们所想的结果了。江海随着时代的进步,越来越多的领域使用厚壁方管,其使用范围也明显扩大,这使得厚壁方管种类繁多。这时,江海镀锌方管,我们需要合理的储存厚壁方管。客户在存放厚壁方管时也要学会合理安排。现在我们将了解如何正确存储厚壁方管。观颜色:冷镀锌方管在与阳光呈定角度下冷镀锌方管颜色泛黄绿色、青白色或者略显彩。热镀锌方管在与阳光呈定角度下颜色呈银白色。另种是采用变形角来设计,从圆管到大口径厚壁方管可看成从180°到90°角的弯曲变形,所以变形角θ能准确地反映角部和边部的变形程度。设计过程中,江海热镀锌方管,考虑尺寸精度和金属加工硬化的影响,通常变形角的分配,开始和中间道次大些,然后逐渐减小。在直接用圆弧相交构成的孔型中,管坯的圆角部分不可能充满孔型,因此孔型周长与管坯周长不等。为了保证尺寸精度,需对孔型圆角部分进行修正计算。所以该法比其它具有较高的设计精度。但是,由于叠代计算量较大,这种较适于用计算机进行孔型设计。如果使用水平、垂直方向同时变形的机架,可直接用变形角θ进行孔型设计。