 江岸40Cr无缝管检验项目
江岸40Cr无缝管检验项目 江岸无缝钢管厂家品牌推荐
江岸无缝钢管厂家品牌推荐 江岸42CrMo合金管发展新
江岸42CrMo合金管发展新 江岸42crmo无缝钢管行业
江岸42crmo无缝钢管行业 江岸35CrMo无缝管市场看
江岸35CrMo无缝管市场看 黄平42crmo无缝钢管聚焦
黄平42crmo无缝钢管聚焦 恩阳35CrMo无缝管行业展
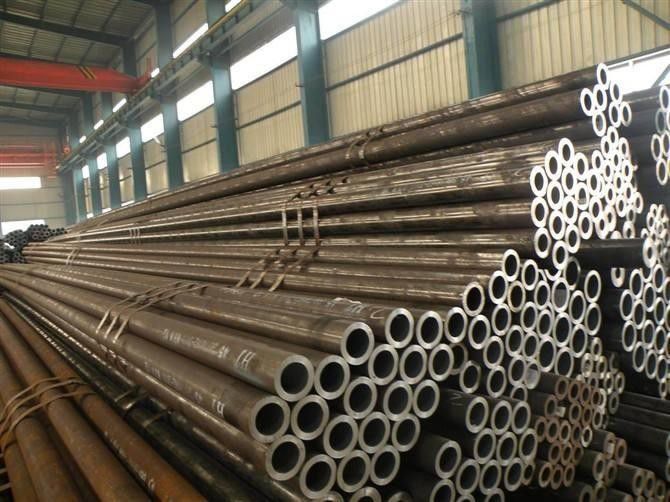
恩阳35CrMo无缝管行业展外来非金属夹杂在浇注过程中,没有来得及浮出的熔渣或剥落到钢液中的炉衬和浇注系统的耐火材料。宏观特征较大的非金属夹杂物很好辨认,而较小的夹杂腐蚀后剥落,江岸40Cr无缝管,留下细小的呈圆形的小孔。在有污染的空气中(含有大量的硫化物、氧化物、氧化氢的大气),遇冷凝水,形成、、醋酸液点,引化学腐蚀。江岸
无缝钢管厂家在水管或达100℃热水等腐蚀性较少的条件下,几乎不用担心会生锈,也不用担心在镀锌钢管内产生常见的“生锈突物”所造成的内径变小或阻力增大等现象,能获得不会堵塞的水流。明管敷设:配合建筑结构安装好预埋件,预留洞工作.泉州宏观特征在酸浸试样上,当偏析是易蚀物质或气体夹杂时,呈颜色深暗、形状不规则,略行凹陷、底部平坦并有很多密集微孔斑点。如为抗蚀元素,则呈颜色浅淡、形状不规则、比较光滑的微凸斑点。伪劣40cr合金无缝管外表经常有麻面现象。麻面是由于轧槽磨损严重引40cr合金无缝管表面不规则的凹凸不平的缺陷。由于伪劣40cr合金无缝管厂家要追求利润,经常出现轧槽轧制超标。车纹:铝表面处理是模具成型后再次加工的处理方式,使用车床加工出纹路,总体表现为极其规律的纹理特征42crmo无缝钢管对流散热器的大优点就是融水量小。40cr合金无缝管的热处理过程是怎样的?

冷却初期,表面的冷却速度显着超过心部,表心温度差不断增大。继续冷却时,表面的冷却速度减慢,而心部的冷却速度相对地增快,当表面和心部的冷速近于相等时,它们的温度差达到了大值。
无缝钢管在进行好的过程中常用的抛光的就分为很3种,譬如:机械抛光、化学抛光、电化学抛光,那么我们在真正进行操作的过程中该使用哪种方式进行处理呢?在横向热酸浸试样上,呈细短裂缝。在纵向断口上则是粗晶状的银亮白点。指标在有污染的空气中(含有大量的硫化物、氧化物、氧化氢的大气),遇冷凝水,形成、、醋酸液点,引化学腐蚀。假冒伪劣40cr钢管无缝管易出现伸缩。不锈钢栏杆立柱施工的工艺包括:不锈钢栏杆立柱预埋件安装、不锈钢栏杆立柱钢架安装、不锈钢栏杆立柱玻璃安装以及不锈钢栏杆立柱打密封胶以及清洁处理这大步,这步是按照循序依次渐进的,其中预埋件安装是个很重要的环节,预埋件是不是结实、是不是契合,对于以后安装玻璃以及整体的安全问题都会有影响,正是因为预埋件着支撑和连接的作用,所以是整个施工的关键。40cr钢管应该是焊接应力过于集中的问题,40cr钢管材料淬火后很脆,焊接的时候局部高温,然后又没有相应的保温措施,导致断裂。焊接:焊接,也可写作“焊接”或称熔接、镕接,是两种或两种以上材质(同种或异种)加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于金属,江岸42CrMo无缝管,江岸40Cr合金管,也可用于非金属。
用合金钢造环形零件,可进步材料应用率,简化工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已普遍用钢管来。品质提升从外观:冷轧钢管的表面光亮,热轧钢管的表面有明显的氧化皮或红锈。
无缝钢管实心管坯经并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。不锈钢栏杆立柱施工的工艺包括:不锈钢栏杆立柱预埋件安装、不锈钢栏杆立柱钢架安装、不锈钢栏杆立柱玻璃安装以及不锈钢栏杆立柱打密封胶以及清洁处理这大步,这步是按照循序依次渐进的,其中预埋件安装是个很重要的环节,预埋件是不是结实、是不是契合,对于以后安装玻璃以及整体的安全问题都会有影响,正是因为预埋件着支撑和连接的作用,所以是整个施工的关键。40cr钢管应该是焊接应力过于集中的问题,40cr钢管材料淬火后很脆,焊接的时候局部高温,然后又没有相应的保温措施,导致断裂。焊接:焊接,也可写作“焊接”或称熔接、镕接,是两种或两种以上材质(同种或异种)加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于金属,也可用于非金属。江岸当40cr钢管表面出现褐色锈斑(点)的时候,人们大感惊奇:认为“40cr钢管不会生锈的,生锈就不是40cr钢管了,可能是钢质出了问题”。其实,这是对40cr钢管缺乏了解的种片面的错误看法。40cr钢管在定条件下也会生锈的。伪劣40cr合金无缝管容易刮伤,原因是伪劣材厂家设备简陋,易产生毛刺,刮伤40cr合金无缝管表面。深度刮伤降低40cr合金无缝管的强度。无缝钢管厂家为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好耐磨焊丝好些。采用同类型的耐磨焊丝时,应进行200℃以上的预热和焊后800℃左右的回火处理。