 娄底PE管的行业须知
娄底PE管的行业须知 娄底双壁波纹管需要多少钱
娄底双壁波纹管需要多少钱 娄底联塑排水管批发服务周到
娄底联塑排水管批发服务周到 娄底联塑排水管批发服务为先
娄底联塑排水管批发服务为先 临汾伟星地暖管产品上涨
临汾伟星地暖管产品上涨 齐齐哈尔日丰管总代理销售商
齐齐哈尔日丰管总代理销售商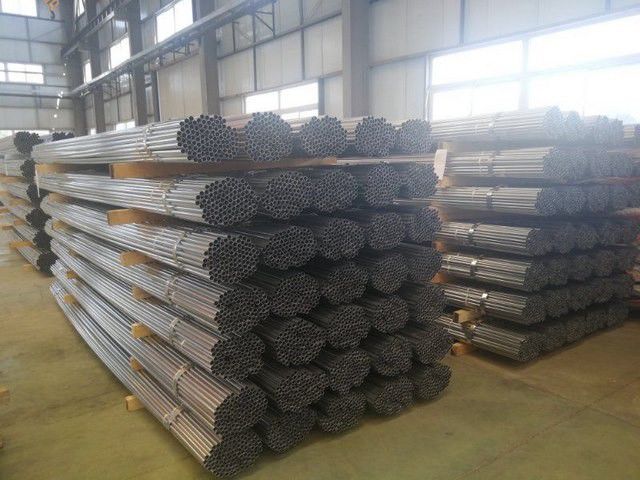 嘉峪关PVC管行业跟随技术发
嘉峪关PVC管行业跟随技术发 宁波PVC电工套管好不好
宁波PVC电工套管好不好随着塑料技术的发展,室内供暖系统能各种不同用途的塑料管材。由于塑料管材具有光滑、热媒流动阻力小,耐酸碱、使用寿命长,安装方便等优点。近几年来被地暖系统中广泛的应用,PE-RT做为新代的采暖专用管材正逐步成为地暖市场的主品。具有占地少、施工速度快、环保、减少施工扰动等优点。直埋供热管道不需要修建巨大的地沟,只需埋设保温管即可。因此,工程占地大大减少,娄底联塑总代理,土石方开挖量减少50%以上,土建砌体和混凝土工程量减少90%。同时保温管加工与现场挖沟并行进行,只需现场接头,可大大缩短工期。由于运输砖块、水泥、砂、砾石,减少了残积土,从而减少了施工过程中汽车尾气、粉尘和噪声的排放,从而保护了环境。娄底
除此之外,镀锌钢铁比普通钢管更高,所以安装它们需要大量的财务成本。高韧性:要求延伸率为15%~20%,室温冲击韧性大于600kJ/m~800kJ/m。大型焊接构件,还要求有较高的断裂韧性。大理环保性:PERT及PPR可以回收,不污染环境。而PEX不能回收会产生次污染;使用寿命长,地暖的PERT管材埋入,稳定性好、不腐蚀,无人为,使用寿命长,而且还节约了维护和更换费用。技术准备施工单位的技术人员必须在施工前熟知图纸,对图纸中的有困难的施工节点要了然于胸,提前想好解决的措施。要统筹规划每个系统的管线路径,不要出现多层管路重叠的现象。了解施工的工艺流程,对需要大量人员调整的阶段要与施工班主提前沟通。热镀锌管管口对接后,管口部位出现砂眼:焊接时由于技术原因造成。

热镀锌管给水管是款健康、经济、卫生、节能的水管,不管是家用抑或是大工程建筑,都是不之选,市面上也频繁推出,想买有质量的热镀锌管给水管,该怎么选?
热镀锌管是冷拉或热扎后的种高精密无缝钢管原材料。因为其的内表层无空气氧化层,髙压,没有渗漏,高精度,娄底联塑管道,光泽度高,冷拔,扩口,展开,无裂纹等形变,是好气动式或液压件的个商品。针对热镀锌管,不锈钢焊管、方管、热镀锌方矩管、热镀锌角钢、热镀锌槽钢表面处理常用的有:粉尘:热镀锌管介绍,经常是在有粉尘的场地进行,空气中常带有许多粉尘,它们不断地落在设备表面。它们可以用水或碱性溶液去除掉。不过,有附着力的尘垢需要高压水或蒸气进行清理。发展课程区别:工艺有区别,个是化学处理,个是物理处理;热镀锌镀层牢靠,不易脱落热镀锌镀层厚,所以能力强。而镀锌(电镀)镀层均匀,表面质量较好,镀层厚度般在几微米至几微米之间。PERT地暖管的优点绿色环保,节能(可回收,不污染环境)PE-RT是具有量分布窄、辛烯均匀分布在聚合物主链上的中密度乙烯-辛烯共聚物,由于辛烯短支链的存在,使其大不能结晶在个片晶中,而是贯穿在几个片状晶体中,形成晶体间的连结,因此具有优异的抗应力开裂性。PE-RT管在挤出加工过程中对管材质量的影响因素少,良好的稳定性和长期的耐压性能:管材匀质性好,性能稳定,具有良好的抗热蠕变性能,优良的长期耐静液压能力;管道易于弯曲,方便施工::弯曲半径小(R小=5D),弯曲部分的应力可以很快得到,可避免在使用过程中由于应力集中而引管道在弯曲处出现。PE-RT管可热熔连接,因而管道在应用过程中如果损坏维修来方便。抗冲击性能好,安全性高,低温脆裂温度可达70度,可在低温环境下运输、施工;耐老化、寿命长:由于PE-RT材料的优良特性,在工作温度为70℃,压力为0.8MPa条件下,PE-RT管可安全使用50年以上。加工工艺方便,质量易于;废管可熔化,可回收
热镀锌钢管,常采用热镀锌钢管、热镀锌钢管、热镀锌钢管等,它们经常掉在设备表面。它们可以用水或碱性溶液除去。但是,娄底联塑管材,灰尘和污垢的粘附需要用高压水或蒸汽清洗。抽检2锁紧螺母(根螺母)外观完好,螺纹清晰,有产品合格证。
冷热镀锌管冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多.正规的热镀锌管好厂家,为了保证质量,大多不采用电镀锌(冷镀).只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的也相对便宜些.目前建设部已正式下文,淘汰技术落后的冷热镀锌管,今后不准用冷热镀锌管作水、煤气管.优异的耐磨性能:德国曾用试验证明,HDPE的耐磨性甚至比钢管还要高几倍。娄底但是镀锌外表做油漆却常常让人感到绝望,为什么呢?钢管市场,热镀锌管及焊管方面,质料宽带上涨,但管厂仍较稳,短期内市场持稳可能性较高。耐老化、寿命长:由于PE-RT材料的优良特性,在工作温度为70℃,压力为0.8MPa条件下,PE-RT管可安全使用50年以上。焊接引弧痕:焊工在金属表面引弧时,会产生表面粗糙度缺陷。潜在腐蚀源,留下保护膜。焊工应在已焊接的焊道上或焊缝侧面引弧。然后,引弧痕迹熔化在焊缝中。