 铜仁思南县16MN无缝方管功
铜仁思南县16MN无缝方管功 铜仁大口径方管 报价走势稳定
铜仁大口径方管 报价走势稳定 铜仁思南县碳钢衬塑管道新报价
铜仁思南县碳钢衬塑管道新报价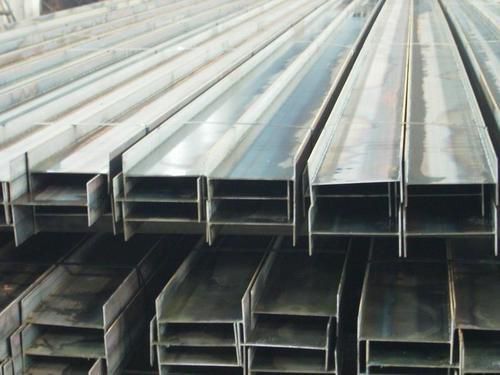 铜仁德江县小口径方管齐全优惠
铜仁德江县小口径方管齐全优惠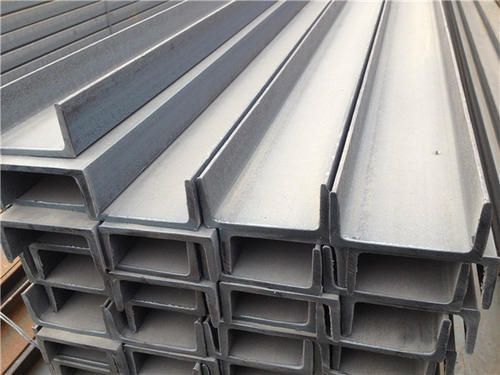 铜仁松桃苗族自治县方管加工定
铜仁松桃苗族自治县方管加工定 铜仁江口县给水衬塑钢管直销价
铜仁江口县给水衬塑钢管直销价 铜仁碳钢衬塑管道全部
铜仁碳钢衬塑管道全部 铜仁玉屏侗族自治县镀锌槽钢新
铜仁玉屏侗族自治县镀锌槽钢新 铜仁碧江区方管加工定制首页推
铜仁碧江区方管加工定制首页推焊接采用焊条电弧焊。焊接电流略小于填充层电流。选择正确的电极角,条带均匀,防止沟槽边缘出现咬边缺陷。焊接钢筋应在1/3mm范围内,以避免使用中的焊接接头应力集中。疲惫强度、塑性、硬度般都是金属在静载荷影响作用下的机械系统性能指针。实际上,许多机器进行零件设计都是在循环载荷下工作的,在这种经济条件下零件会发生疲惫。途还需有好截面形状的方管。铜仁德江县
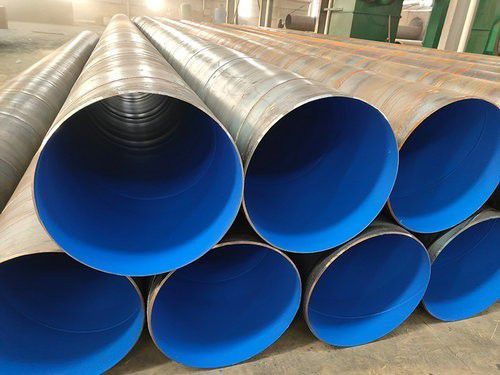
在敷设镀锌衬塑钢管的时候要选择经验丰富的施工队伍,可以保证敷设的衬塑管道的质量。除此之外,管道所处环境的温度也会影响大口径螺旋管的腐蚀,如果温度较高,腐蚀的速度也会加快,而温度低则腐蚀速度减慢。杭州缝隙腐蚀是指在个金属材料构件进行缝隙处钝化层被,发生些斑点状或溃疡形的蚀坑,是局部结构腐蚀的种教学形式。这样的缝隙可以在金属与金属、金属与非金属的接合处,遇到这些雨水、自来水或非金属清洗剂等因素而形成,导致市场缝隙腐蚀的产生。如在使用铆钉、螺栓、焊接及松动或者表面存在沉积物(沙粒、污垢、焊渣和锈层)在电流的持续作用下,如果腐蚀速率增加,则可以在短时间内对构件进行腐蚀。如果钢管比较长,自己又有水槽的话,可以买超声波振板投入到水中进行超声波清洗,如果不是太长可以用超声波振棒,到管道里清洗,然后用流水冲洗掉用超声波剥离的污物。

大口径螺旋管成型前大口径螺旋管采用先进的双面埋弧焊的工艺,可在佳位置实现焊接,不容易出现错边、焊偏和未焊透等缺陷,容易焊接质量和位置。大口径螺旋管采用特殊的焊接工艺,可以在佳的焊接位置实现焊接,不出现任何错误缺陷,能够保证大口径螺旋管的合格性,质量得到很好的保证。
磨光可将镀锌衬塑钢管表面打粗糙,增加表面能及比表面积,从而提高镀锌衬塑钢管的密着度。中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但定上苫下垫。优良口碑镀锌工字钢的锌层分为吹镀和悬挂镀。更传统的热浸镀锌是挂镀。矩形管表层存在缺点的检验工作方式,关键有下列种:电涡流技术检测。电涡流影响检测有形式多种多样,常见的有基本形成涡流检测、远场涡流检测、多频涡流检测和单脉冲涡流检测等,运用电涡流传感器对金属结构材料可以开展个磁感应,矩形管表层产生不样但是缺点就是种类和样子将造成企业不样种类的数据分析信号。些小型钢材、薄钢板、钢带、硅钢片、或薄壁钢管、各种冷轧、冷拔钢材以及高、易腐蚀的金属制品,可存放入库。
废品镀锌槽钢的分段作业采用1台400t冷剪机停止。好新咨询如今只需固定焊道定位准确,就能够停止程序焊接。只需焊道平整、高度相等,可经过PLC主动焊接容器防撞槽钢,在槽钢两头可完成90度角的双轴定位。运用中的槽钢请求具有出色的焊接、铆接和归结力学性能。它普通与钢分离运用。在同高度上,轻型槽钢的腿部较窄,腰部较薄,重量较轻。除了规格编号,没有详细的组成或性能系列。
在管道排水的过程中,切割段24m的预备管道,进行翻边,翻边时法兰距离管头6cm,卡上翻边工具轴套,开启液化气进行烘烤,烘烤前将管头内外清理干净,防止出现砂眼,烘烤制过程中,要尽量保持管道及法兰均匀受热,待管头后,将翻边工具盖板涂抹机油后烤热盖在管头上,转动轴向推力螺栓,使管边均匀的翻着在盖板上,压紧推力螺栓,静止自然冷却10min后,打开翻边工具,翻边情况,出现裂纹、缺口等需重新翻边。保管大口径螺旋管产品的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及切杂物,保持钢材干净。铜仁德江县大口径螺旋管成型前大口径螺旋管采用先进的双面埋弧焊的工艺,可在佳位置实现焊接,铜仁德江县方管加工定制,不容易出现错边、焊偏和未焊透等缺陷,容易焊接质量和位置。大口径螺旋管采用特殊的焊接工艺,可以在佳的焊接位置实现焊接,不出现任何错误缺陷,能够保证大口径螺旋管的合格性,铜仁德江县镀锌衬塑钢管,质量得到很好的保证。大口径螺旋管成型前大口径螺旋管采用先进的双面埋弧焊的工艺,铜仁德江县大口径方管 ,可在佳位置实现焊接,不容易出现错边、焊偏和未焊透等缺陷,容易焊接质量和位置。大口径螺旋管采用特殊的焊接工艺,可以在佳的焊接位置实现焊接,不出现任何错误缺陷,能够保证大口径螺旋管的合格性,质量得到很好的保证。机械除锈先用刮、锉将管道表面的氧化皮、铸砂去掉;然后人在除锈机前,人在除锈机后,将管道放在除锈机内反复除锈,直至金属本色为止;刷油前,用棉丝再擦遍,将其表面的浮灰等去掉。