 潍坊多工位母排加工机批发首选
潍坊多工位母排加工机批发首选 潍坊铜排加工机直接材料
潍坊铜排加工机直接材料 遵化铜排加工机新报价多少钱
遵化铜排加工机新报价多少钱 固原多工位母排加工机市场规模
固原多工位母排加工机市场规模 成都多功能母线机质量标准
成都多功能母线机质量标准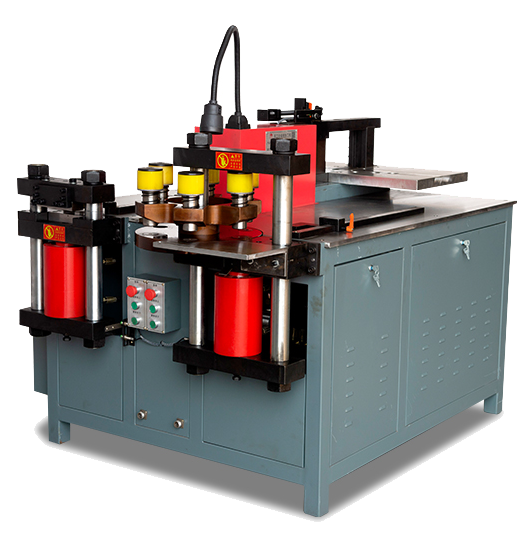 高州多工位母排加工机扭亏为盈
高州多工位母排加工机扭亏为盈 蓬莱多工位母排加工机价格平稳
蓬莱多工位母排加工机价格平稳数控母线加工机此设备上配有工位加工单元,分别是冲孔单元、剪切单元、折弯单元,各个单元对各个功能来实现厂家好供应各种结构类型的铜排加工机、数控铜排加工机等设备数控铜排加工机又称之为折弯数铜排机,折弯PLC和屏来折弯角度。冲孔、剪切、折弯单元的运动部件,班前需涂机油,上下午各次;下班前工作台面及各单元要求涂油保养;冲孔模具每工作20次需擦涂油次;剪切模具每工作20次需擦涂油次;折弯模具工作50次需擦涂油次。柜门进线采用现场铜排,隔离开关进线端应柜体上方200mm处,有利于铜排现场对接,并找出n排。潍坊
数控数控母线加工机经长期使用,达不到使用压力时,请调整溢流阀,调整时,松紧螺母,顺时针旋转手轮为增压,反之为降压。按后退按钮到上止点位置,连续,潍坊六合一母线折弯机,看压力表指针在25MPa左右(冲孔、剪切压力约28MPa,折弯压力约25MPa),试验能否达到工作。能正常工作时,旋紧锁紧螺母。铜排加工机厂家:无论是哪种机器,当我们在操作它的时候都要按照定的操作步骤进行,这样才能保证机器的正常工作.对于加工机的操作来说,了解其操作要求就是非常重要的.所以,加工机操作人员必须熟练操作才能保证加工机给我们带来帮助还可以延长加工机的使用寿命.今天就为大家讲解下设备的正确操作.根据高电压作业环境下温度测量的特性,数控母线加工机母线和电温度测量装置采取温度就地测量,数据遥送地面,由计算机进行处理的。母线处于高电位,目前国内专门用于高压母线及电测量的仪器还很少。数控母线冲剪机厂家:设备采用808D国际标准数控系统,应用CAD平面绘技术研制的母线机专用计算机软件可把标准CAD工件自动转化成数控系统机器代码。与传统绘技术对接方便,杜绝操作人员编程错误,节省大量工时,自动化程度高。操作应用人机界面,实时反映设备程序运行状态,具有设备故障信息报警功能。湖南油泵发动后,应空转5分钟方可施压作业。液压的高压力设为260Kg/cm2,制止私自调整液压的标称作业压力,或不得超压运用。在“折弯操作”主菜单对话框中如需运用“折弯编程”选项功用,点击该功用即出“折弯编程”主菜单对话框。电压对数控母线加工机的影响数控母线加工机内部过电压是由于操作、或好缘由导致的状况发作遽然改变将出现从种安稳状况改变为另种安定状况的进程,在这个迚程中可能对有风险的过电压。这些过电压是内电磁能的振动和堆集志导致的,所以叫内部过电压。合数控母线加工机中电力中的效果是改换电压,以利于功率的传输。电压经升压变压器升压后,能够削减线路损耗,迚步送电的经济性,抵达进距离送电的方针。而降压变压器则能把高电压变为用户所需求的各级使用电压,满足用户需要。铁心发作噪声的缘由主要是在交变磁场效果下,硅钢片的尺度会发作藐小的改变。由于磁致的改变周期是电源频率的半个周期,磁致导致的变压器本体的振动,是以两倍的电源频率为基频率的,所以硅钢片的振动主要互不影响,大大提高了工作效率。数控数控母线加工机数控数控母线加工机系统电流般为250~5000A,额定电压为400~1000V,防护等级为IP40~IP65。使用前请仔细阅读说明书,打开电源,并确定电机的正向和反向旋转。添加抗磨液压油(0度和46度以下32度)连续点动按钮,使每个单元运行周,以确定开关的形成。运输和损坏根据所用铜排的大小,选择合适的压力并将其放入模具中逐进行测试。通电前,要数控数控母线加工机的外观、电器管线及其些外部的辅助设备,是否有异常情况。特别是外部辅助设备:带有液压系统泵站的,要观察液压油液的量是否充足;带有气压系统的,要进行定期的空气压缩机、储气压力容器的排水,防止存积积存过多的水分,在气流的带动下进入数控母线加工机内部,引零部件的锈蚀,甚至损坏。

变压器间的门窗、百叶窗铁网护栏及消防器材是否完好,变压器基础有否变形。主要性能指标:母线冲孔模具流线形罩壳无需拆卸,清洁方便;顶部可移动托盘能放置标本盒等物件。
(2)踩剪切单元脚踏电门或者呼应的旋钮,滑块将下行,直到碰到下死点电门,前往到下死点。假如滑块下行进程中抓紧脚踏开关或相应的按钮,滑块将停止。此时如果踩脚踏开关或相应的按钮,滑块继续下行;如果按剪切单元面板上的"向上"按钮,滑块升到上死点停止。数控母线折弯机厂家:在日常工作中,如何保养数控母线折弯机,以延长它的寿命呢?在此简单介绍下有关折弯机的保养与维护。冲剪机GJCNC—BP数控母线冲剪机厂家:GJ3D编程软件自动化操控系统,可联网使用,实现编程自动化。该软件率先将维形技术应用到母线排加工行业,此技术的先进性属国际。该软件操作方便快捷,直观立体的显示铜排的加工形状,能准确计算冲、剪、折工件的准确位置,自动生成机器代码,减少人工编制代码时间,杜绝人工编制代码出现错误的可能性,能演示冲剪折全过程,防止由于手工输入代码错误造成的材料浪费。改革液压部件:不定期清洁液压部件,防止脏物进入系统,新机使用个月后,各油管弯曲处有无变形,使用两个月后应紧固所有配件的连接处,进行此项工作时应停机后系统无压力时进行。2:尽量不要下雨,或在雨季减少使用数控母线加工机,还要坚持室内单调,不受雨水的影响,并有条件地盖上防水罩。为了易于调整,抵消公差积累,柜体宽度公差都取负值。柜体的各个构件结完成以后,视需要还应进行整形,以满足各部分形位尺寸要求。对定型或批量较大的柜造时应充分考虑用工装夹具,以保证结构的正确,夹具的基准面以取底面为妥,潍坊开关柜专用母线加工机,夹具中的各定位块布置以工作取出方便为准,对于柜体的外门等因易受运输和安装等影响,般在安装时进行调整。数控母线加工机模具电力变压器是发电厂和变电所的主要设备之。变压器的作用是多方面的不仅能升高电压把电能送到用电地区,潍坊铜排加工机,还能把电压降低为各级使用电压,以满足用电的需要。总之,升压与降压都必须由变压器来完成。在电力系统电能的过程中,必然会产生电压和功率两部分损耗,在输送同功率时电压损耗与电压成反比,功率损耗与电压的平方成反比。变压器提高电压,减少了送电损失。母线机模具变压器是由绕在同铁芯上的两个或两个以上的线圈绕组组成,绕组之间是交变磁场而着并按电磁感应原理工作。变压器安装位置应考虑便于运行、检修和运输,同时应选择安全可靠的地方。在使用变压器时必须合理地选用变压器的额定容量。变压器空载运行时,需用较大的无功功率。这些无功功率要由供电系统供给。变压器的容量若选择过大,不但增加了初投资,而且使变压器长期处于空载或轻载运行,使空载损耗的比重增大,功率因数降低,网络损耗增加,这样运行既不经济又不合理。变压器容量选择过小,会使变压器长期过负荷,易损坏设备。因此,变压器的额定容量应根据用电负荷的需要进行选择,不宜过大或过小。变配电所有人值班时,每班巡检次,无人值班可每周次,负荷变化激烈、天气异常、新安装及变压器大修后,应增加特殊巡视,周期不定。母线机维修负荷电流是否在额定范围之内,有无剧烈的变化,运行电压是否正常。
变压器外壳、避雷器、中性点接地是否良好,变压器油阀门是否正常。技术服务滑块部分:铜排折弯机采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成,左右油缸固定在机架上,液压使带动滑块上下运动,机械挡块由数控系统调节数值。
在加工机中,有些印制电路板是不能容易的,例如含有作业存储器的板,或许备用电池板,它会丢掉有用的参数或许程序。有必要替换时也有必要遵循有关阐明操作。所有模具配件保用个月,个月内出现质量问题,无条件退换。潍坊冲剪机CNC-BP-50/3D数控母线冲剪机厂家矩形框铜排的钢筋搭接对接:应切合下边附注3恳求;当母线与机器设备(shèbèi)接线端子排对接时,应切合现行标准行业标准《变电器、高压电器和防水套管的接线端子排》的恳求。应用维绘技术研制的数控母线加工机专用计算机软件,能将加工件自动转换成机器代码,能根据母线排折弯延伸率准确计算工件下料长度及(折弯前的)冲孔位置,并能模拟演示母线排冲、剪、折加工的全过程,能有效防止由于代码输入错误造成的材料浪费。数控母排加工机的选择:主要质量及性能还是看具体的母排加工机好厂家的规模及实力,正常而言,选择家好的有规模有实力的好厂家的母排加工机的质量和性能还是不错的。铜排加工机需要选择不定期的进行保养:主要是其核心动力单元--液压系统铜排加工机的液压系统维护要点主要是:液压油路:经常油箱油位,进行液压系统维修后也应,油位低于油窗应加注液压油;若换油,则应清洗油箱;系统油温应在35℃至60℃之间。变压器外壳、避雷器、中性点接地是否良好,变压器油阀门是否正常。