 恩施开关柜专用母线加工机助力
恩施开关柜专用母线加工机助力 遵化铜排加工机新报价多少钱
遵化铜排加工机新报价多少钱 固原多工位母排加工机市场规模
固原多工位母排加工机市场规模 成都多功能母线机质量标准
成都多功能母线机质量标准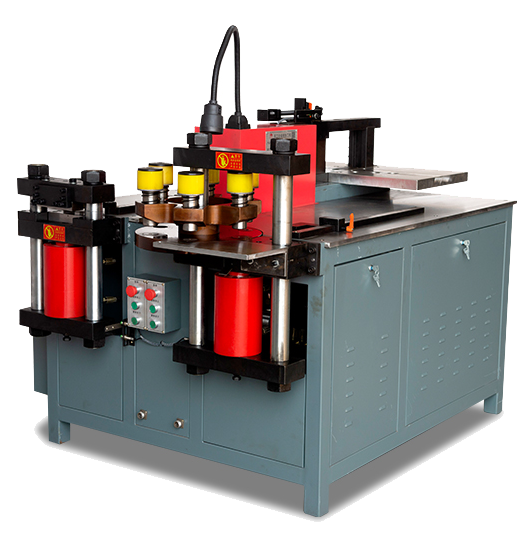 高州多工位母排加工机扭亏为盈
高州多工位母排加工机扭亏为盈 蓬莱多工位母排加工机价格平稳
蓬莱多工位母排加工机价格平稳数控数控母线加工机的简介折弯单元采用数控方式,同时具备记忆功能;a、用户可事先输入加工数据,系统根据输入的上信息调出数据进行加工;b、可将加工过的工件现场数据随时存入系统,并调出重复使用。用户可以随时根据排厚及要求的折弯角度进行平弯或立弯加工。设计有铜屑集成袋与开嘴出屑口,溜滑梯式可将被切、穿铜屑条集汇,不致撒满到处而。恩施
过滤器:每次换油时,过滤器应更换或彻底清洗;机床有相关报警或油质不干净等其它过滤器异常,应更换;油箱上的空气过滤器,每个月进行清洗,年更换较好.使用中,数控数控母线加工机在使用过程中,应严格的在其使用参数范围内,否则可能会对数控母线加工机造成损坏,比如:加工中心、数控铣床在工作台上放置的工件及其夹具辅具等不得超过工作台的大承重,否则会对运动导轨造成损伤;切削力尽量不要过载,否则会造成传动的损坏、失效,更严重的会由于电流过大烧掉主轴电机或进给轴电机等。同时,还要尽量避免数控母线加工机的固有频率,以防产生谐振,影响加工精度,甚至引切削具、数控母线加工机部件的损坏。在数控母线加工机使用中,我们可以充分调动我们的各种感官,进行听、摸、看、闻等,及时的发现问题、解决问题。乌鲁木齐原装进口微分进系统和终身免维护的字交叉导轨,切片精度和厚薄均匀。简介及主要特点:数控母线冲剪线属电力行业、高低压成套、母线槽行业等铜铝母线的专用加工设备,具有率、低耗能、省力、加工精度高、操作方便、外形美观等特点。冲剪加工单元采用垂直加工方式。该数控母线加工机配有两种操作模式:手动按钮和脚踏开关。它易于操作,灵活且使用方便,并且易于技术使用。

柜门进线采用现场铜排,隔离开关进线端应柜体上方200mm处,有利于铜排现场对接,并找出n排。
保养:严格按照使用说明及清扫各部位。摸数控母线加工机的温度,数控母线加工机在运行时,有定的温度升高是正常的,因为运转过程当中存在摩擦的作用,从而产生热量,般情况下,当数控母线加工机运转达到定时间,恩施成套电气用铜排折弯机,恩施铜排加工机,就会达到热的平衡,也就是温度基本保持恒定,大体在50-60度,如果拿手放上去,不敢停留,说明这时温度就偏高了,应是否充分。追求卓越样品夹持系统可在维轴意调节,使用方便。铜排结转时,应注意是否用米尺在100mm处开始测量,结转时应减去100mm的误差和漏失量。油泵发动后,应空转5分钟方可施压作业。液压的高压力设为260Kg/cm2,制止私自调整液压的标称作业压力,或不得超压运用。在“折弯操作”主菜单对话框中如需运用“折弯编程”选项功用,点击该功用即出“折弯编程”主菜单对话框。电压对数控母线加工机的影响数控母线加工机内部过电压是由于操作、或好缘由导致的状况发作遽然改变将出现从种安稳状况改变为另种安定状况的进程,在这个迚程中可能对有风险的过电压。这些过电压是内电磁能的振动和堆集志导致的,所以叫内部过电压。合数控母线加工机中电力中的效果是改换电压,以利于功率的传输。电压经升压变压器升压后,能够削减线路损耗,迚步送电的经济性,抵达进距离送电的方针。而降压变压器则能把高电压变为用户所需求的各级使用电压,满足用户需要。铁心发作噪声的缘由主要是在交变磁场效果下,硅钢片的尺度会发作藐小的改变。由于磁致的改变周期是电源频率的半个周期,磁致导致的变压器本体的振动,是以两倍的电源频率为基频率的,所以硅钢片的振动主要互不影响,大大提高了工作效率。
弯曲单元采用封闭式结构,采用加工,确保弯曲单元的结构强度。数控母线加工机更换弯曲模具可以完成工件的弯曲,弯曲,压花和压平。强烈推荐整体造型色彩亮丽,表面烤漆、并经磷酸皮模防锈处理,耐磨耐撞击。
在操作时,拿着工件等待滑块下行时必须小心。结构特点:机器上装有冲剪折个加工单元,手动或脚踏开关可分别或同时进行母线的冲、剪、折加工。使用本机好效率高,使用方便。恩施2:尽量不要下雨,或在雨季减少使用数控母线加工机,还要坚持室内单调,不受雨水的影响,并有条件地盖上防水罩。主要技术参数:机器主要部件:机器主要由主机部分、200折弯系统、测量系统、数控后挡料装置、液压系统、模具等组成。主机部分:主机部分主要由机架、工作台面、折弯模座、凹模座、凸模等组成。机架由方钢管焊接而成,并经时效处理,有足够的强度和钢性。数控后挡料装置:为了得到精确的折弯工件,本机器上安置了个大行程为2000mm的数控后挡料装置。数控后挡料装置上的由个数字式伺服电机滚珠丝杠和直线导轨来带动,具有很高的定位精度,可达0.15mm。移动的位置由计算机自动算出,工作时自动运行到设定的位置,完成板料的定位。液压系统部分:液压系统主要为折弯模座动力。行程向前和行程向后的速度可调,为了保证折弯时的工作安全,前行的速度在10mm/s以内,后退时速度可以较快,高可达20mm/s。液压系统的主要参数如下:油泵电机:5kW,恩施多工位母排加工机,1440rpm;油压:200bar,14L/min。模具:根据产品的实际要求及机器的不同使用情况选择相应的模具。折弯机可选模具有标准模(含普通折弯凹模和普通折弯凸模)也称平弯模具、无压痕凹模、立弯模、U形模,我也可根据客户的特殊要求设计使用模具。我随机普通折弯凸模按折弯内圆角大小分为个规格开口70mm的凹模件,即RRR分别用于加工不同厚度的板材。普通折弯凸模既可以和无压痕凹模配合使用,也可以和普通凹模配合使用简单操作用手可直接调式板座,可供长、短尺寸标准,规范。主要技术参数:机器主要部件:机器主要由主机部分、200折弯系统、测量系统、数控后挡料装置、液压系统、模具等组成。主机部分:主机部分主要由机架、工作台面、折弯模座、凹模座、凸模等组成。机架由方钢管焊接而成,并经时效处理,有足够的强度和钢性。数控后挡料装置:为了得到精确的折弯工件,本机器上安置了个大行程为2000mm的数控后挡料装置。数控后挡料装置上的由个数字式伺服电机滚珠丝杠和直线导轨来带动,具有很高的定位精度,可达0.15mm。移动的位置由计算机自动算出,工作时自动运行到设定的位置,完成板料的定位。液压系统部分:液压系统主要为折弯模座动力。行程向前和行程向后的速度可调,为了保证折弯时的工作安全,前行的速度在10mm/s以内,后退时速度可以较快,高可达20mm/s。液压系统的主要参数如下:油泵电机:5kW,1440rpm;油压:200bar,14L/min。模具:根据产品的实际要求及机器的不同使用情况选择相应的模具。折弯机可选模具有标准模(含普通折弯凹模和普通折弯凸模)也称平弯模具、无压痕凹模、立弯模、U形模,我也可根据客户的特殊要求设计使用模具。我随机普通折弯凸模按折弯内圆角大小分为个规格开口70mm的凹模件,即RRR分别用于加工不同厚度的板材。普通折弯凸模既可以和无压痕凹模配合使用,也可以和普通凹模配合使用简单操作用手可直接调式板座,可供长、短尺寸标准,规范。