 铁力多工位母排加工机重要启示
铁力多工位母排加工机重要启示 铁力六合一母线折弯机近期行业
铁力六合一母线折弯机近期行业 遵化铜排加工机新报价多少钱
遵化铜排加工机新报价多少钱 固原多工位母排加工机市场规模
固原多工位母排加工机市场规模 商洛六合一母线折弯机产品运用
商洛六合一母线折弯机产品运用 成都多功能母线机质量标准
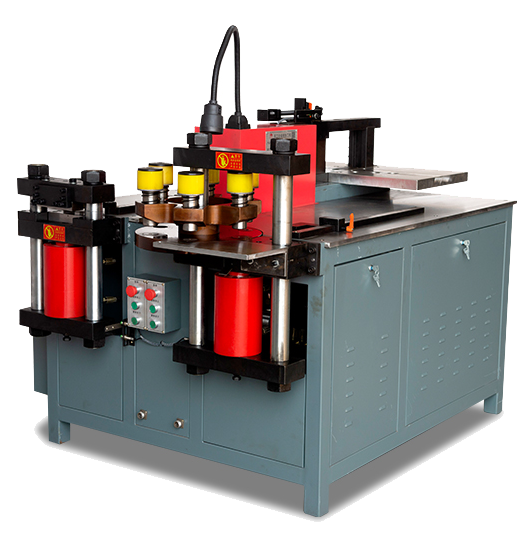
成都多功能母线机质量标准冲剪加工单元采用垂直加工方式。该数控母线加工机配有两种操作模式:手动按钮和脚踏开关。它易于操作,灵活且使用方便,并且易于技术使用。整体造型色彩亮丽,表面烤漆、并经磷酸皮模防锈处理,耐磨耐撞击。铁力
冲孔、切割时,可根据机组工作台上的限位装置进行操作。可以调整限位装置,然后工件将靠在限位装置上,以保证冲孔或切割的尺寸。折弯单元为闭式结构、采用加工方式,保证折弯单元结构强度。更换折弯模具可以完成工件的平弯、立弯、压花及压平的加工;不同厚度的母排折弯,调整工作油缸的感应开关行程距离,位移行程计数器对应不同的数字,即可完成相应的折弯角度。沈阳所有模具配件保用个月,个月内出现质量问题,无条件退换。电磁换向阀电磁换向阀用于用于系统油流的方向,即油源、油缸、油泵及系统中其它工作装置的油流方向。变压器间的门窗、百叶窗铁网护栏及消防器材是否完好,变压器基础有否变形。主要性能指标:母线冲孔模具流线形罩壳无需拆卸,清洁方便;顶部可移动托盘能放置标本盒等物件。

同步系统部位:铜排折弯机由扭轴、摆臂、关节轴承等组成的机械同步,结构简单,性能稳定可靠,同步精度高.3。工作台部分:由按钮盒操纵,使电动机带动挡料架前后移动,并由数控系统移动的距离,其读数为0.01毫米。
数控母线加工机方位阀门操控开关准确指引,正确运用冲孔机、曲板东西、堵截东西的方位。安全结实的脚踏开关,可操控进、回油。能够将操控系统与控目标分开来研讨和,而有必要作为个全体来处置,研讨其在高速状态下的动力学疑问,以及超高速运动操控条件下光、电信号的时滞影响及其消除的疑问。温度监测的主要是在电表面涂矩形框铜排的钢筋搭接对接:应切合下边附注3恳求;当母线与机器设备(shèbèi)接线端子排对接时,应切合现行标准行业标准《变电器、高压电器和防水套管的接线端子排》的恳求。层随温度变化颜色的发光材料,工位铜排加工机,观察其颜色变化来大致确定温度范围,这种准确度低、可靠性差,不能进行定量测量。卓越服务所有模具配件保用个月,个月内出现质量问题,无条件退换。采用主副夹钳设计结构,能有效保证工件运行的直线性,保证加工精度,主辅夹钳同步运行,提高了工作效率。夹钳应用液压驱动技术,结构紧凑、工作性能稳定、无噪音,无须配置气源。具有自动倒换夹钳功能,无需人工干预。模具库容量大,减少了更换模具的频次。模具材料采用高性能合金模具钢,淬火工艺先进,铁力铜排加工机,加工等级高,使用寿命长。液压油的和更换通常液压油可观察和测试来。
看数控母线加工机的工作条件差的部位,由于数控数控母线加工机在加工的时候,大部分时候要喷淋冷却液,次来冲洗、冷却工件和具,这样有碎铁屑、切削液就使得部分部位工作条件很差,尤其是数控数控母线加工机上架前后移动的行程开关,极有可能冲进去碎铁屑,使其触头的伸缩不够灵活,这时我们就要手勤,及时的清理。另外,在部分切削加工时,还可能会产生带状铁屑,铁力成套电气用铜排折弯机,容易缠绕在具、工件上,影响冷却的效果及产生,对具造成,也需要进行及时的清理。欢迎详询2铜排更改90°时,其更改部分的长短应是母线总宽的5-5倍。
压印弯曲与有底凹模弯曲相同,只不过把凸模的前端加工成了需要的弯曲半径,而且冲程底端的凸凹模间隙小于材料厚度。由于施加足够的压力(大约是弯曲的10倍)迫使凸模前端材料,基本上避免了回。液压部件:不定期清洁液压部件,防止脏物进入系统,新机使用个月后,各油管弯曲处有无变形,使用两个月后应紧固所有配件的连接处,进行此项工作时应停机后系统无压力时进行。铁力用于标记铜排的角尺应为铜排。设备应有CAD纸导入功能的母线加工专用计算机软件,能将加工件自动转换成机器代码(设备数控系统根据机器代码自动运行),不需人工编程,自动化程度高,可以与信息化数据库对接。国际水平的、具有液压差动、蓄能补偿功能的高性能液压系统,性能稳定可靠;打击频次高,它的工件加工效率是国外同类设备的5倍以上、是国内同类设备的2倍以上。注意加工机械好加工中的注意事项。预先准备好必要的物品,以减少铜排的误差和。