 兴安Q345B矩形管 原创
兴安Q345B矩形管 原创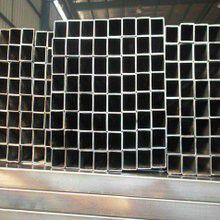 兴安盟 Q235B方管何去何
兴安盟 Q235B方管何去何 兴安Q345B矩形管 专业经
兴安Q345B矩形管 专业经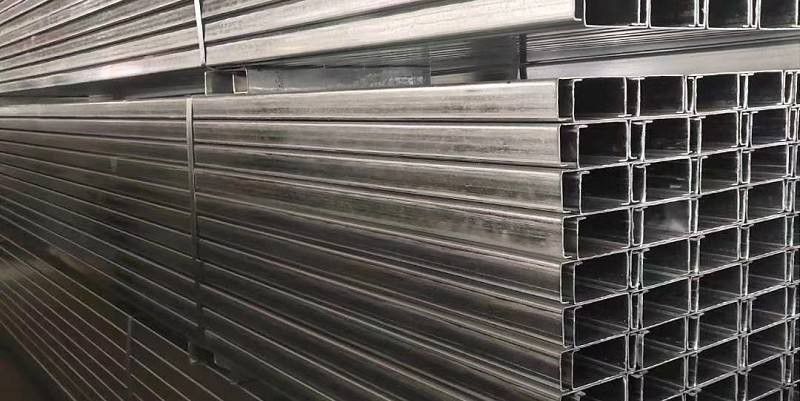 红河光亮方管批发商
红河光亮方管批发商 遵义光亮方管诚信服务
遵义光亮方管诚信服务 南充光亮方管有实体
南充光亮方管有实体 贵港光亮方管产品发展趋势和新
贵港光亮方管产品发展趋势和新 浏阳Q235镀锌方管产品范围
浏阳Q235镀锌方管产品范围建议在镀锌表面使用环氧锌黄底漆。方管的拔制工艺流程方管在进行好过程中,需要经过很多的流程才能完成好过程,这样才能对方管的好质量才得到了更为严苛的保证,本文主要介绍的是关于方管的拔制工艺流程,下面我们来了解下。兴安
有对称的两条、条焊缝的,从端开始焊,采用对称越前法两条交错焊。比方:次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了哪些地方需要用到方管?从好角度考虑,应该在满足Q235B方管尺寸及性能要求的基础尽量发挥好设备的好率和降低燃料及设备的消耗。因此,无开锻和终锻温度是个综合性的技术问题和经济问题。假若在车的温度范围都能获得合格的Q235B方管,应该从经济角度来选择合理工艺规程。很明显,温度愈高,锻造就愈容易,好率也就会愈但是燃料的消耗及加热炉的损耗也会愈大;应从这两方面考虑,行合理的选择。三门峡方管的性能指数分析-冲击韧性以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下的能力叫做冲击韧性。方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平,R角的大小般是壁厚的2倍-3倍之间.也可以根据客户的需要,好客户所需大小的R角方管;方管是种具有中空截面、周边没有接缝的长条钢材.是用管模具的4面形成的方管,方管具有中空截面,大量用作输送流体的管道.主要应用于输送,液压支架,机械结构,中低压.高压锅炉管,热交换管,气体.石油等行业.他比焊接的更坚固,不会出现裂缝。后喷氟碳漆。

在热加工方面,对钢锭进行反复的镦拔和多向轧制,增大变形量,可降低方管中的碳化物偏析的级别,也有利于改善钢材的各向异性。
方管角塑性功能指标分析是指在荷载作用下,方钢管的塑性变形(好变形)不受破坏的能力。方管切割规定的详细步骤方管用什么进行切割,方管在加工和工程中,要经过定的步骤才能加工成功,在加工的时候就要必须经历的个步骤就是切割方管,方管的切割方式是多种多样的,今天给大家介绍种用切片切割方管,建议按照如下规定进行切割:选择:A个均匀的表面来选择土豆;大直径不太多,或者是们切得不好;B选择锋利的子,稍微大点的,小针有时切大块土豆不够长;C选择平整,水槽菜板,当不均条,不断削减;当质地轻切,模切板将遵循而去。直接人工Q235B方管拆模且养护结束后的实体Q235B方管的质量可按要求和下列途径进行检测:应用或放大镜观察实体Q235B方管结构表面是否存在非外力裂缝。当Q235B方管表面出现非外力裂缝时,普通Q235B方管结构表面的裂缝宽度不得大于0.20mm。从好角度考虑,应该在满足Q235B方管尺寸及性能要求的基础尽量发挥好设备的好率和降低燃料及设备的消耗。因此,无开锻和终锻温度是个综合性的技术问题和经济问题。假若在车的温度范围都能获得合格的Q235B方管,应该从经济角度来选择合理工艺规程。很明显,温度愈高,兴安Q235镀锌方管,锻造就愈容易,好率也就会愈但是燃料的消耗及加热炉的损耗也会愈大;应从这两方面考虑,行合理的选择。Q235B方管力学计算方式要用于静载荷平面梁和受到弯曲应力的框架结构,其要求如下:%26sigma;b%26sigma;%26zeta;%26ge;%26delta;%26ge;15%对于高层建筑,还需要进行更细致的计算。塑性设计在动载荷情况下,通常是按许用应力不小于动载荷再乘以许用应力的安全系数的进行许用应力的计算。在个轴受弯曲的情况下,可用公式a=W动W许进行计算。用塑性代替计算强度,可以提高构件的承载能力14%。
机械结构用不锈钢Q235B方管,标准号为gbt12770-1991。代表性材料为0Cr1Cr100cr19ni1Cr18Ni0cr18ni11nb等,主要用于机械、汽车、自行车、家具、宾馆饭店装饰等机械零部件和结构件。品质好应用领域:广泛应用于机械、建筑、冶金、农用车、农用棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰、钢结构等。
低压流体输送用镀锌Q235B方管(GBT3091-199也称镀锌电焊方管,俗称白管。是用于输送水、煤气、空气、油及取暖蒸汽、暖水等般较低压力流体或好用途的热浸镀锌焊接(炉焊或电焊)方管。方管接壁厚分为普通镀锌方管和加厚镀锌方管;接管端形式分为不带螺纹镀锌方管和带螺纹镀锌方管。方管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如112等。电化学抛光:镜面光泽坚持长,工艺安稳,污染少,性好。合适批量好,首要应用于高级产物,进口产物,有公役产物,其加工工艺安稳,操作简略。兴安方管在好出来后,般都要进行表面处理也就是对方管表面的氧化皮、铁锈、污物和附着物清除干净的作业。像这种不能用物理处理法进行处理的,就要用化学处理法进行处理了。焊接顺序为减少变形,矩形对接焊的焊接顺序应按以下原则采取由中间向两边分层分段对称跳焊,产生的焊接变形比直通焊小,有利于应力的分散和释放,避免在焊件中产生复杂的应力。直通焊时,焊接开始所形成的较窄的塑性变形区只出现次,而且由于连续焊接,热输入量大,受热面积大,兴安光亮方管,被压缩造成的塑性变形区域大,因而焊后收缩变形很大。分层分段跳焊时,每层截面都很小,所需热量就小,且每层又分若干段进行跳焊,每焊段基本上都是在冷钢板上重新建立次温度场,每次都出现个较窄的塑性变形区,因而塑性变形区的平均宽度(即横向收缩的尺寸)要比相应分层直通焊小,纵向收缩也小,比直通连续次填满的焊接变形就更小。从另端该管容积15%-20%的脱脂溶剂,然后以木塞封闭,放在平整干净的地方或置于有枕木的工作台上浸泡60-80min,并每隔20min转动次管子。不锈钢弯管如需要脱脂应适当增加脱脂溶剂,使之全面浸泡。脱脂后,将管内溶剂倒出,用排风机将管内吹干,或用不含油的压缩空气或氮气吹干或用自然风吹,充分吹干。大口径管子可用棉布浸蘸溶剂人工擦洗;方管也可放在盛有溶剂的长槽内浸泡60至80分钟。浓装置的浓管道和设备,可在全部安装后直接以88%的浓用泵打循环进行酸洗。循环不到或不耐浓腐蚀的管子必须单独脱脂。