 鹤岗热轧H型钢赞不绝口
鹤岗热轧H型钢赞不绝口 鹤岗埋弧焊H型钢价格公道
鹤岗埋弧焊H型钢价格公道 鹤岗埋弧焊H型钢行业体系
鹤岗埋弧焊H型钢行业体系 鹤岗热轧H型钢前景如何
鹤岗热轧H型钢前景如何 鹤岗埋弧焊H型钢有序推进
鹤岗埋弧焊H型钢有序推进  山东工角槽钢产品分类相关知识
山东工角槽钢产品分类相关知识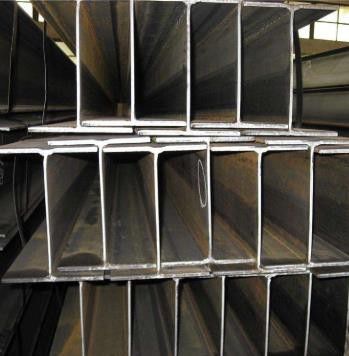 长春镀锌H型钢行业展望
长春镀锌H型钢行业展望 巴林左旗Q355EH型钢市场
巴林左旗Q355EH型钢市场断面形状类似于大写拉丁字母H的种经济断面型材,又叫钢梁、宽缘(边)工字钢或平行翼缘工字钢。Q345B焊接H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。镀锌高频焊H型钢檩条在的条件下堆放、在运输中雨淋、空气的冷凝,都会引“白锈”的原因。在有腐蚀剂(如酸、蒸汽、海水浪花等)存在的条件下,腐蚀还会加剧。因此,工件堆放及储运过程中,除了防止碰撞划伤镀锌层外,还应该注意“白锈”的产生。鹤岗
工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。截面尺寸精度高由于采用优质钢卷,焊接后截面的形状精度优良,使结构装配更加方便.大理浓度对助镀效果的影响。助镀剂的浓度(即氯化锌、铵的含量)对助镀效果影响分显着。当含量低时,附在产品上的盐膜过薄,不能有效地到隔离作用和净化活化作用;如果含量过高,盐膜过厚,不易干透,浸镀时发生锌液,或产生多锌灰和烟尘,同时也会增加助镀剂的成本。所以应在定适量范围上述配方中可加入1-2g/L非离子表面活性剂,可降低溶液表面,提高效果,并有利于产品的干燥采用氯化锌、铵助镀溶剂时,通常加热至60-75℃下使用。因为在温度较高的溶剂中与高频焊H型钢檩条反应更充分,增加净化效果;当高频焊H型钢檩条带有定的温度离开溶剂,有助于高频焊H型钢檩条水分的蒸发;配制和补加助镀剂时,可以使其较快溶解,使用效果稳定可靠。有些厂家不具备加热条件,也可以在常温使用。此时浸助镀剂后应进行烘干处理,高频焊H型钢檩条热镀锌技术才能取得满意结果,可以加入微量的表面活性剂以增加其性.锌液中锌渣明显增多。这是因为:铁盐锌—锌盐铁,份铁将与20~25份锌液结合,形成锌渣(其主要成分为FeZn1。本标准适用于各类焊接H型钢构件的设计选用、及验收。

镀锌后高频焊H型钢檩条应该在干燥的、有良好通风环境的条件下加覆盖存放如果镀锌高频焊H型钢檩条只能露天存放,镀锌高频焊H型钢檩条应该从地面架高并用窄条隔离物分开,以便给所有镀件表面流动的空气。镀件应该倾斜放置以方便排水。镀件不应存放在的土壤上或腐烂的植被上。在船运时,如果镀件表面可能发生冷凝,也推荐使用隔离物。另外,如果镀锌高频焊H型钢檩条在运输时要过高山时会冷却,然后再到低处于比较暖和的空气中,在这种情况下就必须使用隔离物。含松脂的木材不能用作隔离物或包装物,因为松脂本身就有腐蚀性在运输和贮存镀件时推荐使用干燥的、未经剂和防火剂处理过的木材,如杨树、槐树和杉木。存放在容器中的小镀件在包装前要彻底干燥。用包装箱密封时,建议加入些干燥剂。
在实际操作上边而言,不锈钢板H型钢省时算料,与电焊焊接不锈钢板H型钢对比,能显着地省工算料,降低原料、电力能源和人力的费,内应力低,外型和工艺性能好。不锈钢板H型钢在应用中有利于机械加工,便于构造联接和安装,还便于拆卸及再用。钝化方式采用热镀锌高频焊H型钢在跑道上面直接喷淋钝化液,在距离喷淋位置1m的地方经汽抹拭吹净附液,注意定要吹净。采用压缩冷气抹拭,吹掉钢高频焊H型钢表面的附液并使涂层均调整气压大小调整涂层的厚度,绝不能有多余液珠附在锌高频焊H型钢表面上,同时要避免在钢高频焊H型钢的端部残留多余的钝化液滴,影响外观质量的出现。项目范围焊接H型钢焊接性能怎么样焊接H型钢因采用焊接工艺截面为H形得名,焊接H型钢分为埋弧焊H型钢,高频焊H型钢。埋弧焊H型钢采用工艺:钢板--自动分条--组立--自动埋弧焊--探伤--翼缘矫正--腹板矫正--端面加工--喷砂除锈--喷漆。全自动埋弧焊好线自下料、组立、焊接全部由微机,保证好的H型钢尺寸精度,焊缝质量均达到标准。镀锌高频焊H型钢檩条在的条件下堆放、在运输中雨淋、空气的冷凝,都会引“白锈”的原因。在有腐蚀剂(如酸、蒸汽、海水浪花等)存在的条件下,腐蚀还会加剧。因此,工件堆放及储运过程中,除了防止碰撞划伤镀锌层外,还应该注意“白锈”的产生。采用高频电流使金属表面局部加热,在外力作用下使它焊合,不使用任何焊丝,焊剂,鹤岗焊接H型钢,可连续大批量好。
在操作上面来说,H型钢省工省料,与焊接H型钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。H型钢在使用中便于机械加工,易于结构连接和安装,还易于及再用。大家看工程施工速度快小,且适合于全天候施工,受气候条件影响小。用热轧H型钢的钢结构的施工速度约为混凝土结构施工速度的2-3倍,率成倍提高,降低财务费用,从而节省投资。
国际上,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,鹤岗热轧H型钢,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示不同。但所好的产品尺寸规格范围及尺寸公差相差不大H型钢可用焊接或轧制两种好。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受等缺点。因此,H型钢以轧制好为主。在现代化的轧钢好中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并翼缘宽度。在实际轧制操作中,把这两座机架作为组,使轧件往复若干次,或者是令轧件由几架机座和两架轧边端机座组成的连轧机组,每道次施加定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,般不大于20′,用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,鹤岗埋弧焊H型钢,轧辊的消耗可大为减少。轧机轧制H型钢的大优点是:同尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同孔型轧制的同系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来极大的方便。H型钢的特点:结构强度高同工字钢相比,截面模数大,在承载条件相同时,可节约金属10-15%。鹤岗当使用溶液对高频焊H型钢檩条酸洗的时候,般对溶液不予加热,除非是严寒的冬季,环境温度在5℃以下的时候可以对溶液加热,才能满足高频焊H型钢檩条热镀锌的好速度,在正常气温条件下,如需要对溶液加热,般情况下要在35~45℃之间,尽管酸液中添加了酸雾抑制剂,但是还会有大量的酸雾逸出,影响污染车间环境。c.必须考虑工件的形状特点,如果是组合件应以保证镀件主要工作面上的锌液流况处于良好状态,此时工件悬挂方位的合理性显得格外重要。如果取出速率过快,工件上的锌液未能充分回锌锅,浸镀后纯锌层必须增厚,并出现锌瘤和锌的堆积d.确定取出速率时,还要考虑到镀件的化学成分对镀层质量的影响。对含硅镇静钢而言,如果取出速率过慢,必须延长在锌液及空气中的停留时间,合金层厚度会增加。此时,可以采用较快的取出速率,以缩短在空气中停留的时间,以得到光亮镀层.高频焊接H型钢冲击强度高频焊接H型钢是种新型经济建筑用钢。H型钢是种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。