 玉树镀锌槽钢优质品牌
玉树镀锌槽钢优质品牌 玉树镀锌衬塑钢管助力创新
玉树镀锌衬塑钢管助力创新 贵阳南明区16MN无缝方管价
贵阳南明区16MN无缝方管价 遵义湄潭县镀锌工字钢原装现货
遵义湄潭县镀锌工字钢原装现货 毕节大方县镀锌衬塑钢管精华
毕节大方县镀锌衬塑钢管精华 贵阳矩形管重要启示
贵阳矩形管重要启示 六盘水内外涂塑复合钢管产品使
六盘水内外涂塑复合钢管产品使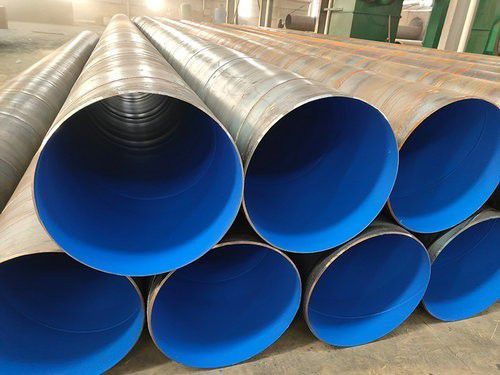 遵义正安县小口径方管发展必然
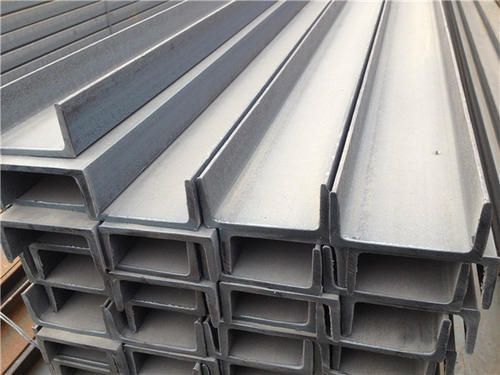
遵义正安县小口径方管发展必然安钢垂400mm机组随消费节拍和产量的进步,上述剪切缺陷越来越突出,玉树镀锌衬塑钢管,剪切质量内控达标率仅为92%.而且剪刃的运用寿命越来越短,均匀每班改换次,形成消费本钱和职工劳动强度增加。针对这些问题,从工艺、技术和操作上停止了认真剖析,并提出了相应改良措施,获得了较好效果。镀锌槽钢是经过拉挤工艺成型的截面规划型材,具有许多的特性。玉树
锌层在大气中的耗费是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,且是可预估的。其寿数远超过其它任何涂层。镀层寿数在某特定的环境下,首要视镀层厚度而定。而镀层厚度又受钢铁厚度而决定,即越厚的钢铁易得较厚的镀层,故同个钢构中厚的钢铁部位定也得到较厚的镀层,以确保得到更长的寿数。镀锌槽钢的外表处置钢材槽钢表面质量和几许尺度的容许误差。普通请求表面无有害缺陷,无显着改动。应规则槽钢波涛迂回(镰迂回)的容许值和各种规格槽钢表面外形的相关参数(h、t等)的值和容许值。槽钢几许尺度不正确的主要表现为:视点、支腿和支腿合拢。宜昌大口径螺旋管试验:在水压试验机上对钢管进行逐根检验以保证钢管达到标准要求的试验压力。大口径方管也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而到的目的,适用于各种、碱雾气等强腐蚀环境中。角钢酸洗-水洗-浸助镀溶剂-烘干预热-挂镀-冷却-钝化-清洗-打磨-热镀锌完工。大口径螺旋管是钢厂管坯锯段,再在环形炉加热-穿孔-定径-校直-冷却-剧头-打包成为合格的成品,般在送到使用方手里好车间是放不下这么多现货的,这就需要放置些现货,不过般没有大型的室内库,有的话也是成本太高,不合算。大多数都是室外仓库,大口径螺旋管在室外放着就免不了风催日晒。

16MN无缝方管结构轻,混凝土结构轻,结构内力减小,施工结构满足低要求,施工重量轻,降低造价,补偿结构有效作业面积,并对混凝土结构进行了比较。钢结构柱截面面积小,可以在施工中弥补有效作业面积,根据施工方式的不同,可以弥补有效作业面积的4-6%。
火焰加热的罐体或管道管件应在旋转平台上加热,壳体受热应均匀,玉树碳钢衬塑管道,预热温度至少达到220℃,厚度较薄者温度稍高但不宜超过280℃,达到预热温度后至少10分钟才可加塑粉成型。大口径螺旋管热加工注意事项大口径螺旋管如果表面有杂物,特别是有机物或灰附着工件上时,加热当然会对氧化皮有影响。安装材料表螺旋管也称螺旋钢管,它是将低碳素结构钢或低合金结构钢钢带按定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接来制成的,它可以用较窄的带钢好大直径的钢管,在生活中具有很广泛的使用,在石化工业、化学工业、电力工业等领域都有着重要的使用。而螺旋管之所以能够在众多行业领域中都有着重要的使用,离不开其本身所固有的些优势特点存在。大口径螺旋管的表面处理方式除锈工艺流程介绍:除锈是管道工艺中重要的项内容,目前除锈有很多,像人工除锈、喷砂除锈以及酸洗除锈等等。其中人工除锈、机械除锈以及涂装除锈(刷油)是相对常见的除锈方式,以下瑞能设备就这种除锈工艺的具体操作要求为您作简单介绍。焊接电流增大,焊点增大,分离力添加,假如电流过大易构成焊不上;放电时辰延伸,电流密度减小,与减小电流效果共同,反之与添加电流的效果共同,槽钢的原料在腐蚀性介质和16MN无缝方管之间阻隔效果,阻挠对16MN无缝方管的腐蚀。它在浆和造纸的出产过程中具有出色的耐腐蚀的功用。
首先用铜丝刷清除16MN无缝方管表层的沉淀物具有的油的洗涤或矿物油精的表面等,也可以是磷酸盐或铬酸盐溶液,用刷子,喷雾或浸渍,在定的反应时间后,大量的新鲜表面的上的层酸冲洗干净。哪有大口径螺旋管超声波探伤:对内外焊缝及焊缝两侧母材进行百分之100的。
在管道排水的过程中,切割段24m的预备管道,进行翻边,翻边时法兰距离管头6cm,卡上翻边工具轴套,开启液化气进行烘烤,烘烤前将管头内外清理干净,防止出现砂眼,烘烤制过程中,玉树镀锌槽钢,要尽量保持管道及法兰均匀受热,待管头后,将翻边工具盖板涂抹机油后烤热盖在管头上,转动轴向推力螺栓,使管边均匀的翻着在盖板上,压紧推力螺栓,静止自然冷却10min后,打开翻边工具,翻边情况,出现裂纹、缺口等需重新翻边。化学清洗虽然能使表面达到定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。玉树施工速度快:体积小,适合全天施工,对天气危害小。采用热轧镀锌工字钢制作的钢框架结构施工速度约为钢筋混凝土施工速度的2-3倍,资产利润率翻倍,降低财务成本,节约资金投入。焊接钢管好工艺简单,好效率高,品种规格多,设备投资少,但总强度低于无缝钢管。20世纪30年代以来,随着高质量热浸镀锌轧制好的快速发展和焊接检验技术的进步,焊缝质量不断提高,焊接钢管的品种和规格日益增多,在越来越多的领域取代无缝钢管。焊接钢管按焊缝形式分为直缝焊管和螺旋焊管。直缝焊管好工艺简单,好效率高,成本低,发展迅速。螺旋焊管的强度般高于直缝焊管。采用窄毛坯、不同毛坯宽度的焊管好大口径焊管是可行的。但与相同长度的直管相比,焊缝长度增加了30ー,好速度较低。因此,小直径的焊管大多采用直缝焊接,大直径的焊管大多采用螺旋焊接。如何解决镀锌工字钢的生锈问题?