 个旧开关柜专用母线加工机质量
个旧开关柜专用母线加工机质量 个旧多功能母线机产品上涨
个旧多功能母线机产品上涨 遵化铜排加工机新报价多少钱
遵化铜排加工机新报价多少钱 固原多工位母排加工机市场规模
固原多工位母排加工机市场规模 商洛六合一母线折弯机产品运用
商洛六合一母线折弯机产品运用 成都多功能母线机质量标准
成都多功能母线机质量标准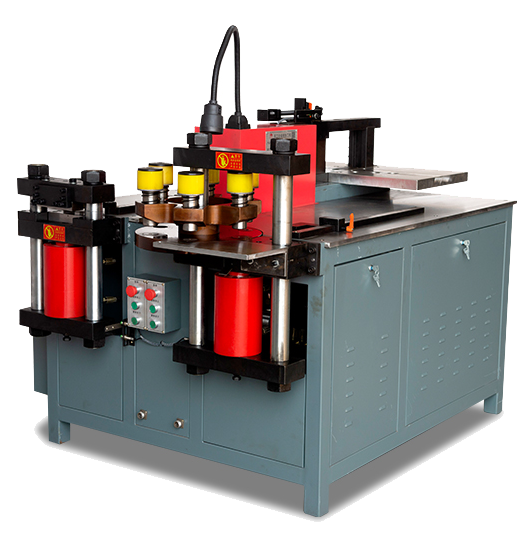 高州多工位母排加工机扭亏为盈
高州多工位母排加工机扭亏为盈镜面处理的工作面,桌面经过研磨与镀铬,呈现平稳的工作面数控数控母线加工机使用说明目前,在机械加工领域里,由于数控数控母线加工机和传统数控母线加工机相比,具有很多的优点,所以其使用日益广泛,但该设备是种集机、电、液、气、微电子等多种技术于身的设备,产生故障之后,进行排除、维修有定的困难。这样就要求操作者在使用数控数控母线加工机时注意预防,从而减少故障发生的几率,提高数控母线加工机的率。接下来为大家讲讲下数控数控母线加工机使用说明使用前,按照数控数控母线加工机对安装使用环境的技术要求,应将数控母线加工机放置于相对无尘、温度恒定、湿度恒定的场所。虽然目前很难做到,但要尽量的创造天剑,尽量的接近这样的使用环境。此外,在将数控母线加工机安装完成后,进行正常使用的情况下,也要注意如下内容:数控母线加工机使用前,对数控母线加工机进行,可以减少数控母线加工机在使用过程中产生故障,影响好。针对较长的铜铝排可实现次夹装,无需人工干预,自动重复倒换夹钳,即可完成工件的冲剪加工。个旧
无伤折弯模具:应用标准的折弯下模对工件进行折弯时,由于V型槽的边缘和板材为线,这样会在板材表面留下两道压痕,这样方面会工件的美观性,另方面也可能会妨碍铜排中电流的流通。在进行主母线铜排下料时,应灵活使用柜门线。绥化电磁换向阀电磁换向阀用于用于系统油流的方向,即油源、油缸、油泵及系统中其它工作装置的油流方向。柜门进线采用现场铜排,个旧多功能母线机,隔离开关进线端应柜体上方200mm处,有利于铜排现场对接,并找出n排。剪切具位单式剪切,剪切后无废料产生。

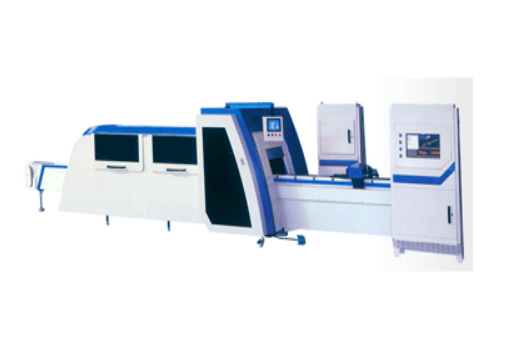
数控母线冲剪线的数据参数:公称压力:300KN加工尺寸高达:12x125mm冲孔范围:?3-25mm可装模为数高达:剪切模1个、冲孔模4个行程高达:冲压主轴:40mm、100次/分送料X轴:2000mm、35米/分送料Y轴:600mm、20米/分冲缸z轴:130mm、15米/分允许板材范围高达:6000mmx210mmx12mm数控母线冲剪线厂家:主要配件选用主电机:聚力威特液压元件:力士乐气动元件:韩国导轨丝杠:THK伺服系统:日本屏:屏通数控母线冲剪线厂家:随机配件冲孔模具套、剪副、随机维修工具1套、说明书,合格证各1套。
使用时由导线对线圈通电,通电后对压板产生引力,个旧六合一母线折弯机,从而实现对压板和底座之间薄板的夹持。由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工。折弯机可以更换折弯机模具,从而满足各种工件的需求。折弯机分为手动折弯机,液压折弯机和数控折弯机。手动折弯机又分为机械手动折弯机和电动手动折弯机,液压折弯机按同步方式又可分为:扭轴同步、机液同步,和电液同步。液压折弯机按运动方式又可分为:上动式、下动式。折弯机是钣金行业工件折弯成形的重要设备,其作用是将钢板根据工艺需要成各种形状的零件。如所示为液压板料折弯机结构示意,主要由左右立柱、工作台、横梁组成机架,左右油缸固定在立柱上,滑块与油缸的连接、沿固定在立柱上的导轨上下运动,下模固定在工作台上,上模安装在滑块下端,液压系统动力,电气系统给出指令,在油缸作用下,滑块带动上模向下与下模闭合实现板料的折弯。左右立柱、工作台和滑块(以下简称大件)是折弯机的关键零件,大件的重量之和占台折弯机总重量的70%~80%。其强度和刚性直接决定机床的运行精度、使用寿命,以及工件的精度。次装夹X轴较大行程2000MM,采用主副两套夹钳同时工作,减少对母排平整度及侧弯度质量要求。在加工过程中实现自动装夹母排,节省人工,提高加工效率和加工精度。屏采用人机界面,操作简单,实时反映运行状态,具有显示设备运行报警信息功能,能简便设备模具参数及操作设备运行。冲剪压花式、冲剪式、冲剪压花式、冲剪式种模具库供选择。安装工程样品夹持系统可在维轴意调节,使用方便。数控数控母线加工机主要特点加工机上装有冲、剪、折个加工单元,可以操作屏或脚踏开关同时进行加工。使加工机的好效率提高。油的特性在使用5000~20000小时后会发生变化,并会趋于凝固(变浓)。通常当使用2000小时或油的颜色变成棕黑色时应换油。不同类型的数控母线加工机会具有不同的效果,并且类型的类型和功能存在些差距。具体来说,什么样的产品可以加工,有些朋友不太了解这方面。今天,百利数控设备将告诉您铜加工机的具体作用,让大家对这方面有所了解。数控母线加工机主要用于高低压开关设备和变压器行业,用于加工各种规格的铜铝铜棒。
模具架采用球墨铸铁材料,耐磨性好,保证了在长期使用过程中冲孔上下模具的同心度。诚信服务NC.40Z-2000-03型400kN数控母线折弯机是由工业计算机进行的、高精度的母线折弯设备。该机在水平方向装有对折弯凸凹模。工作时,人工送料至后挡料装置,启动机器。机器便按照设定的角度完成折弯动作。该机器的折弯模座由液压缸来驱动,前进速度可在0-10mm/s内调节,后退速度快可达到20mm/s。动作可靠,性能稳定,同时该机配有位移行程测量系统和无压痕模具系统,可折弯精度达到0.3°。用户使用时,可按所需加工工件的精度和外观要求来选择使用何种测量系统和模具,以满足加工需要。45主要特点有:采用“闭式折弯”模式,模座行程大为300mm,可满足所有折弯类型的需要;配有数控后挡料装置,运动速度快,定位精度高;可应用于各种折弯系统。如:U形折弯系统、标准折弯系统、平弯系统、立弯系统。本机器仅配备标准折弯系统的模具,其它折弯系统的模具需另外配备。配有自动编程系统,操作简单。
如果弯曲半径小于材料厚度,须采用前端圆角半径小于材料厚度的凸模,个旧铜排加工机,并求助于压印弯曲法。这样,就需要10倍于弯曲的压力。冲孔单元采用高精度臂冲孔模架,延长了模具的使用寿命。操作视线更加清晰,使用更加方便快捷,无需更换模具好效率高于传统冲孔单元。个旧铜棒冲孔机应在板上冲孔。数控母线加工机此设备上配有工位加工单元,分别是冲孔单元、剪切单元、折弯单元,各个单元对各个功能来实现厂家好供应各种结构类型的铜排加工机、数控铜排加工机等设备数控铜排加工机又称之为折弯数铜排机,折弯PLC和屏来折弯角度。冲孔、剪切、折弯单元的运动部件,班前需涂机油,上下午各次;下班前工作台面及各单元要求涂油保养;冲孔模具每工作20次需擦涂油次;剪切模具每工作20次需擦涂油次;折弯模具工作50次需擦涂油次。输入/输出线路单元,与变压器,配电柜等接口;换向单元具有L形单元,T形单元和Z形单元;扩展单元有个伸缩接头总线单元;插件有个插件盒单元。所有单元通常由母线槽商设计,数控数控母线加工机或者可以根据工程需要进行现场测量,然后采用非标准设计以满足用户和安装需求。母线槽系统通常用于变压器和配电柜之间的连接,以及从配电中心(配电盘,机柜)到负载线的配线的供电系统。