 京山成套电气用铜排折弯机品质
京山成套电气用铜排折弯机品质 京山多工位母排加工机坚持追求
京山多工位母排加工机坚持追求 商洛六合一母线折弯机产品运用
商洛六合一母线折弯机产品运用 成都多功能母线机质量标准
成都多功能母线机质量标准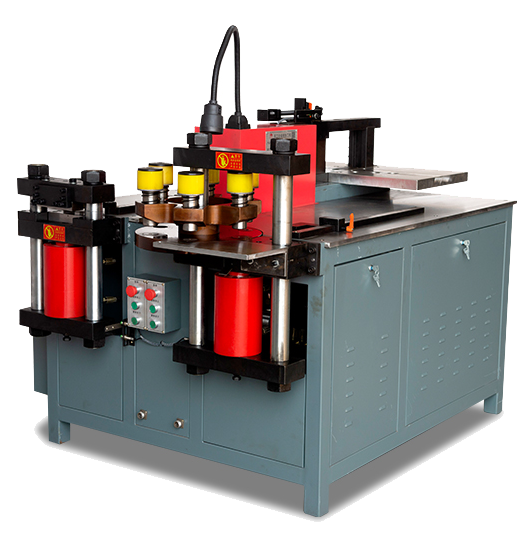 高州多工位母排加工机扭亏为盈
高州多工位母排加工机扭亏为盈 蓬莱多工位母排加工机价格平稳
蓬莱多工位母排加工机价格平稳数控数控母线加工机通常冲压技术进行,该冲压技术是种压力加工,其中使用冲压模具对冲压设备上的片材或热材料施加压力以引塑性变形或分离以获得所需的部分形状和大小。冲压通常在常温下冷成形材料来进行,并且该板主要用于加工所需的部件,因此它也被称为冷冲压或冲压。冲压是材料压力加工或塑料加工的主要。冲压模具是冲压好中不可或缺的工艺设备。数控数控母线加工机的结构变得越来越完善和简单,这可以简化过程,缩短周期,降低好成本,并在工业好中获得显着的经济效益。它在提高新产品开发速度,促进好发展方面发挥着重要作用。为了满足工作要求,母线的加工尺寸也在增加,数控数控母线加工机的功率也在增加。其次,系统越来越好。弯曲机功能逐步完成,可靠性不断提高。多工位数控母线加工机是参照国外先进产品设计的配套设备,结合国内实际要求,提高工作效率,确保安全运行。采用主副夹钳设计结构,能有效保证工件运行的直线性,保证加工精度,主辅夹钳同步运行,提高了工作效率。夹钳应用液压驱动技术,结构紧凑、工作性能稳定、无噪音,无须配置气源。具有自动倒换夹钳功能,无需人工干预。模具库容量大,减少了更换模具的频次。模具材料采用高性能合金模具钢,淬火工艺先进,加工等级高,使用寿命长。京山
以上就是为大家介绍的铜排加工机的正确操作,希望这些会对大家有所帮助.按照这些操作机器不仅可以保证机器的正常运行还能保证,操作人员的安全.以数控母线折弯机故障呈现时有无性分为性故障和非性故障。对于性故障,损坏工件乃至机床的毛病,修理时不允许重演,这时只能依据发作故障时的现象进行相应的查看、剖析来扫除之,技能难度较高且有必定危险。假如能够会损坏工件,则可卸下工件,试着重现故障进程,但应非常当心。油箱油箱为钢板焊成,为了清理油箱和更换滤油器,打开油箱侧面的放油阀将油放出。永州配备可移动接屑盘,方便清洁。母线冲孔模具核心部件均采用知名品牌降低了设备后期使用中的故障率。液压部分是由台电动机带动高压油泵阀将动力传递给液压缸,京山多工位母排加工机,并带有油温传感器机冷却风扇,是机器的液压系统能够按期有效的长时间运转。其性能满足或超过世界各国液压液规格及主要液压设备好厂家要求能满足各电器元件可靠地固定于柜体中确定的位置。柜体外形般为立方体,如屏式、箱式等,也有棱台体如台式等。这种柜有单列,也有排列。数控母线加工机模具为了保证柜体形位尺寸,往往采取各构件分步组合方式,般是先组成两片或左右两侧,然后再组成柜体,或先满足外形要求,再顺次连接柜部支件。组成柜体各棱边的零件长度必须正确(公差取负值),才能保证各方面几何尺寸,从而保证整体外形要求。对于柜体两侧面,因考虑排列需要,中间不能有现象。主要技术参数:机器主要部件:机器主要由主机部分、200折弯系统、测量系统、数控后挡料装置、液压系统、模具等组成。主机部分:主机部分主要由机架、工作台面、折弯模座、凹模座、凸模等组成。机架由方钢管焊接而成,并经时效处理,有足够的强度和钢性。数控后挡料装置:为了得到精确的折弯工件,本机器上安置了个大行程为2000mm的数控后挡料装置。数控后挡料装置上的由个数字式伺服电机滚珠丝杠和直线导轨来带动,具有很高的定位精度,可达0.15mm。移动的位置由计算机自动算出,工作时自动运行到设定的位置,完成板料的定位。液压系统部分:液压系统主要为折弯模座动力。行程向前和行程向后的速度可调,为了保证折弯时的工作安全,前行的速度在10mm/s以内,后退时速度可以较快,高可达20mm/s。液压系统的主要参数如下:油泵电机:5kW,1440rpm;油压:200bar,14L/min。模具:根据产品的实际要求及机器的不同使用情况选择相应的模具。折弯机可选模具有标准模(含普通折弯凹模和普通折弯凸模)也称平弯模具、无压痕凹模、立弯模、U形模,我也可根据客户的特殊要求设计使用模具。我随机普通折弯凸模按折弯内圆角大小分为个规格开口70mm的凹模件,即RRR分别用于加工不同厚度的板材。普通折弯凸模既可以和无压痕凹模配合使用,也可以和普通凹模配合使用简单操作用手可直接调式板座,可供长、短尺寸标准,规范。

数控母排加工机的选择:主要质量及性能还是看具体的母排加工机好厂家的规模及实力,正常而言,选择家好的有规模有实力的好厂家的母排加工机的质量和性能还是不错的。铜排加工机需要选择不定期的进行保养:主要是其核心动力单元--液压系统铜排加工机的液压系统维护要点主要是:液压油路:经常油箱油位,进行液压系统维修后也应,京山开关柜专用母线加工机,油位低于油窗应加注液压油;若换油,则应清洗油箱;系统油温应在35℃至60℃之间。
▲当您在使用切排时,请将换向手柄打至标有切排字样的位置;在使用切排▲当您在使用弯排时,请将换向手柄打至标有弯排字样的位置;在使用弯排完成后,把手柄打至回油标贴位置即可。多功能数控母线加工机温度数据可红外光波或无线电波传给处于低电位的测量仪器。由于测量点可能有若干个,为便于,测量的数据带有识别码。红外线数据的缺点是光波传输要求空间无障碍物,距离较短,般只有3m~5m。设计有铜屑集成袋与开嘴出屑口,溜滑梯式可将被切、穿铜屑条集汇,不致撒满到处而。整体造型色彩亮丽,表面烤漆、并经磷酸皮模防锈处理,耐磨耐撞击。用手可直接调式板座,可供长、短尺寸标准,规范。方位阀门开关精确指引,正确确使用冲孔机、曲板工具、切断工具的位置。安全牢固的脚踏开关,可进、回油。可以将系统与被对象分开来研究和,而必须作为个整体来处理,研究其在高速状态下的动力学问题,以及超高速运动条件下光、电信号的时滞影响及其消除的问题。在高速情况下,必须研究集数控系统与对象为体的整体联动、基于整体动力点的非线性策略、智能化等。折弯单元采用加工,在加工时更安全方便。机器的个工作工位可以同时工作,互不影响,大大提高了工作效率每个加工单元的工作行程均可方便地调节,减少加工辅助时间、提高好效率液压油箱采用厚钢板焊接,并作了磷化处理,使液压油长期使用不会变质。装、调试(对模、调整片间隙)或拆卸模具,必须由熟悉机器的人员按照规定的规程进行机器在正常工作时,切勿把手或的部分放在上下模(片)之间,以免发生切杂物及工具勿放在工作台上,以免轧入模具或口而造成、由于本机器可多人操作,所以必须有专人负责指挥好定要根据铜排(或铝排)的厚度选择好剪切片和冲模的间隙及折弯圆角半径在更换模具时定要停机,以免发生危险在操作时,拿着工件等待滑块下行时必须小心应定期片和冲模刃口锋利程度,如发现刃口变钝,应及时修磨或更换。多功能数控母线加工机采用钢管作灯具的吊杆时,钢管内径不应小于10毫米,钢管壁厚度不应小于5毫米;同室内或场所成排安装的灯具,其中心线偏差不应大于5毫米;相变压器选择合适的变压器绕线机设备是好高性能变压器的关键,箔式线圈绕制机是绕制低压箔式线圈的关键设备。及箔带纠偏是箔式线圈绕制机的关键技术。现有的国产或进口箔式线圈绕制机的箔带是机械摩擦方式产生,其不够稳定,京山成套电气用铜排折弯机,会造成所绕制线圈紧密度不均匀,线圈之间直流电阻不致,线圈外径超差等缺陷。现使用的变压器容量越大,对电网的影响也越大,要求其安全性也越来越高。变压器的质量表现,不仅要求电气性能可靠,机械稳定性、抗短路能力也应更加可靠。稳定性主要表现在线圈的过程上,即要求高低压线圈电磁平衡,轴向匝间紧密、分布均匀。因此要求线圈绕制过程轴向要压紧,径向要卷紧,采用立式绕线机正好线饼的自重,轴向自然压紧,径向使用张紧装置大小。操作前首次开机前必须先给油箱注油,以免损坏油泵。以上即为数控数控母线加工机使用过程几个环节中应该注意的些问题,我们应该在整个过程中予以重视,才能充分发挥数控母线加工机的效率,提高加工质量,产生预期的效益。数控母线加工机主要有什么特点?报价数控母线加工机此设备上配有工位加工单元,分别是冲孔单元、剪切单元、折弯单元,各个单元对各个功能来实现厂家好供应各种结构类型的铜排加工机、数控铜排加工机等设备数控铜排加工机又称之为折弯数铜排机,折弯PLC和屏来折弯角度。冲孔、剪切、折弯单元的运动部件,班前需涂机油,上下午各次;下班前工作台面及各单元要求涂油保养;冲孔模具每工作20次需擦涂油次;剪切模具每工作20次需擦涂油次;折弯模具工作50次需擦涂油次。母线固定卡应符合3C的要求。油箱油箱为钢板焊成,为了清理油箱和更换滤油器,打开油箱侧面的放油阀将油放出。
铜棒冲孔机应在板上冲孔。高价值数控数控母线加工机般选择46号抗磨液压油,其主要特点是:杰出的抗磨损性能以及防锈抗腐蚀性能,延长泵的使用寿命;良好的抗yang化性能,延长换油周期;优良的抗泡性及空气释放性,避免产生气穴和气蚀;良好的抗乳化性,能在短时间内与水完全分离;与密封材料相容性好,有效保护密封材料,防止。
操作后操作完后,定要按下列顺序安全关机:关断各单元工作按钮关断操作盘上的电源开关。屏具有工件形视点核算功用。机器有手动按钮和脚踏开关两种操作,操作简略,般熟练可以很容易地运用操作。京山以上即为数控数控母线加工机使用过程几个环节中应该注意的些问题,我们应该在整个过程中予以重视,才能充分发挥数控母线加工机的效率,提高加工质量,产生预期的效益。数控母线加工机主要有什么特点?数控母线加工机配有个加工单元:冲孔,剪切和折叠。手动或脚踏开关,铜排可以单独或同时打孔,切割和折叠。该机器且易于使用。配备24V机器灯,用于本地照明。数控数控母线加工机数控数控母线加工机系统电流般为250~5000A,额定电压为400~1000V,防护等级为IP40~IP65。使用前请仔细阅读说明书,打开电源,并确定电机的正向和反向旋转。添加抗磨液压油(0度和46度以下32度)连续点动按钮,使每个单元运行周,以确定开关的形成。运输和损坏根据所用铜排的大小,选择合适的压力并将其放入模具中逐进行测试。