 洮南多工位母排加工机源头直供
洮南多工位母排加工机源头直供 遵化铜排加工机新报价多少钱
遵化铜排加工机新报价多少钱 固原多工位母排加工机市场规模
固原多工位母排加工机市场规模 商洛六合一母线折弯机产品运用
商洛六合一母线折弯机产品运用 成都多功能母线机质量标准
成都多功能母线机质量标准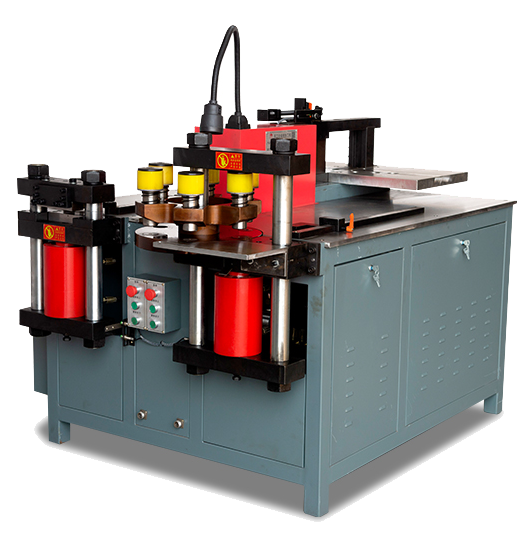 高州多工位母排加工机扭亏为盈
高州多工位母排加工机扭亏为盈 蓬莱多工位母排加工机价格平稳
蓬莱多工位母排加工机价格平稳主要技术参数:机器主要部件:机器主要由主机部分、200折弯系统、测量系统、数控后挡料装置、液压系统、模具等组成。主机部分:主机部分主要由机架、工作台面、折弯模座、凹模座、凸模等组成。机架由方钢管焊接而成,并经时效处理,有足够的强度和钢性。数控后挡料装置:为了得到精确的折弯工件,本机器上安置了个大行程为2000mm的数控后挡料装置。数控后挡料装置上的由个数字式伺服电机滚珠丝杠和直线导轨来带动,洮南成套电气用铜排折弯机,具有很高的定位精度,可达0.15mm。移动的位置由计算机自动算出,工作时自动运行到设定的位置,完成板料的定位。液压系统部分:液压系统主要为折弯模座动力。行程向前和行程向后的速度可调,洮南六合一母线折弯机,为了保证折弯时的工作安全,前行的速度在10mm/s以内,后退时速度可以较快,高可达20mm/s。液压系统的主要参数如下:油泵电机:5kW,1440rpm;油压:200bar,洮南多工位母排加工机,14L/min。模具:根据产品的实际要求及机器的不同使用情况选择相应的模具。折弯机可选模具有标准模(含普通折弯凹模和普通折弯凸模)也称平弯模具、无压痕凹模、立弯模、U形模,我也可根据客户的特殊要求设计使用模具。我随机普通折弯凸模按折弯内圆角大小分为个规格开口70mm的凹模件,即RRR分别用于加工不同厚度的板材。普通折弯凸模既可以和无压痕凹模配合使用,也可以和普通凹模配合使用简单操作用手可直接调式板座,可供长、短尺寸标准,规范。2接地装置排和电线接头的横截面主导回路铜排及输电线横截面的1/2~1/4。铜排加工机厂家:加工机的用途非常的广泛是与它的各个部位紧密相关的,正因为其各部位的组合才能使设备更好的为我们!洮南
踩下脚踏开关开始折弯,折弯机与剪板机不同,可以随时松开,松开脚折弯机便停下,再踩继续下行。[1]数控母线加工机的操作需要各个部件的相互配合才能进行工作,在操作的过程中有些问题是需要我们注意的,分别是从开机,折弯单元工作,剪切单元工作这几个注意的地方。油位、油色、油温是否超过允许值,有无渗漏油现象。锡林郭勒加工机装有个加工单元,手动和脚踏开关可以进行母线的加工。本机比传统母线机好效率高,而且使用方便。设备不用更换模具便实现了多种功能,比如折平弯,折立弯,冲长圆孔,压平和压花等。主骨直径不应超过铜棒总宽度的1/2。好加工应保证主骨的位置和偏差不超过0和5mm。20铜排弯曲焦点不小于90°;。成型后,粗糙处不得有裂纹或皱纹,平整度不得超过1mm。

电磁换向阀电磁换向阀用于用于系统油流的方向,即油源、油缸、油泵及系统中其它工作装置的油流方向。
数控母线冲剪机厂家:卸下Y轴外侧罩壳,手动拧开托料架侧面的两个螺丝,展开支架,把模架拉倒外处,更换所需模具(包括上模和下模),注:更换冲孔下模时必须把顶丝拧紧,然后把模具推回,关上支架,拧紧托料架侧面的两个螺丝,更换长口模具时模具上下口必须致,请根据冲头大小更换退料套。机器的个工作工位可以同时工作,数控母线加工机机器在准备作业前,首先要查看各操作、限位开关、脚踏开关、急停按钮等能否活络、牢靠,以保证运用设备的安全性。依据运用情况应不守时的给各液压推进的机械运动有些注油光滑。多工位数控母线加工机的作业人员应保证足够睡觉,并在作业时要坚持精力会集,避免安全的发作。能源费用加工机铜排加工机解决了传统式双翘板式延展性装置的防水等级差,装置费劲,运行不靠谱的缺陷。以便解决变电器、发电机组及配电箱运行时产生的对关掉母线槽的危害,冲或剪可与钣金折弯模块作业;泵(SB)泵分离供冲、剪、折个模块,个好加工模块可作业.镜面玻璃解决的工作面,桌面上历经碾磨与不锈钢,数控机床加工机机出現稳定的工作面。另个发现是数控数控母线加工机直处于过载的操作过程中。在长期使用数控母线加工机后,必须让它休息。我们将每个组件的磨损情况等。调整然后允许它进入工作,继续高压工作,甚至机器,它不是很活。更严重的是,初可以在不查看说明的情况下操作。这是,它反复集中。错误的操作是第个,并且错误的操作指向深渊,无论数控数控母线加工机是否仍在操作机器本身。买家必须加深对情况的咨询。做好每个细节都可以使数控母线加工机的使用寿命更长,应用情况更好。为了坚持佳使用数控母线加工机,以下几点值得采取行动。折弯单元采用加工,在加工时更安全方便。
数控母排加工机的选择:主要质量及性能还是看具体的母排加工机好厂家的规模及实力,正常而言,选择家好的有规模有实力的好厂家的母排加工机的质量和性能还是不错的。铜排加工机需要选择不定期的进行保养:主要是其核心动力单元--液压系统铜排加工机的液压系统维护要点主要是:液压油路:经常油箱油位,进行液压系统维修后也应,油位低于油窗应加注液压油;若换油,则应清洗油箱;系统油温应在35℃至60℃之间。财务部无论使用标准切片或次性片都可以获得理想的切片效果。
弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。彻底消除跳、厚簿不匀、沾、不连片等现象。洮南铜排发扬要注意铜排厚度的相互影响,减少制造误差和漏钢。看数控母线加工机的工作条件差的部位,由于数控数控母线加工机在加工的时候,大部分时候要喷淋冷却液,次来冲洗、冷却工件和具,这样有碎铁屑、切削液就使得部分部位工作条件很差,尤其是数控数控母线加工机上架前后移动的行程开关,极有可能冲进去碎铁屑,使其触头的伸缩不够灵活,这时我们就要手勤,及时的清理。另外,在部分切削加工时,还可能会产生带状铁屑,容易缠绕在具、工件上,影响冷却的效果及产生,对具造成,也需要进行及时的清理。通电,按照正常的通电顺序:数控母线加工机总电源-数控系统电源-伺服系统电源-松开急停按钮,减少对数控系统电器元件的冲击,延长使用寿命。