 九台D形元宝管需要多少钱
九台D形元宝管需要多少钱 九台挤压钢管质量放心
九台挤压钢管质量放心 韶关异型钢管厂订做
韶关异型钢管厂订做 安康方矩钢管欢迎您垂询
安康方矩钢管欢迎您垂询 防城港双凸形异型管厂商
防城港双凸形异型管厂商 武穴16mn方管今日行情
武穴16mn方管今日行情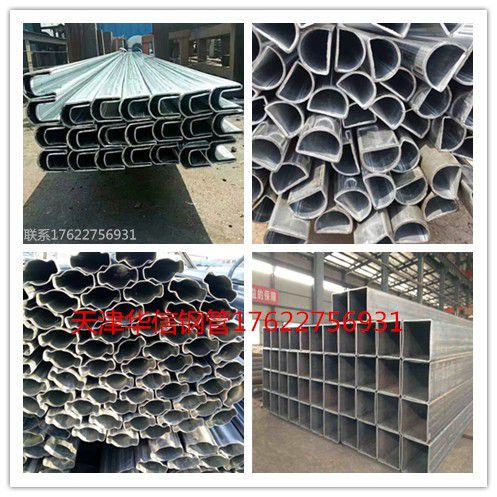 綦江小口径方管型号
綦江小口径方管型号 兰溪楼梯扶手用椭圆管新闻咨询
兰溪楼梯扶手用椭圆管新闻咨询 扬中市Q355B大口径厚壁无
扬中市Q355B大口径厚壁无 株洲异型钢管椭圆管增长态势
株洲异型钢管椭圆管增长态势严格芯轴温度,保证喷剂前芯轴表面温度80-120℃,芯轴温度长期不高于120℃,以保证预套丝前表面剂干燥密实,操作人员应保管好芯轴条件。()渗氮使表面奥氏体刚开始变化溫度点降低,可导至热处理时奥氏体变化次序错乱。心部先产生奥氏体变化然后才蔓延到到表层,九台冷加工异型管,可得到表面残留压地应力而提升抗疲劳极限。九台
异形管在进行热处理时,应该注意避免以下点加热缺陷:过烧加热温度过高,不仅引奥氏体晶粒,而且晶界局部出现氧化或熔化,导致晶界弱化,称为过烧。钢过烧后性能严重恶化,淬火时形成龟裂。过烧无法恢复,只能报废。因此在工作中要避免过烧的发生。热处理工艺焊缝经过热处理加热后,要经过段长距离的空冷,在进入定径前要对不锈钢异形管进行水冷。如果水冷开始温度过高,就会产生贝氏体,降低焊缝的冲击韧性。自贡方案3:奥氏体铬不锈钢和铬含量大于17且不含高碳和高铬的不锈钢。溶液含66酸20产品比),处理温度为49-60℃,处理时间为30分钟。方矩管断面形状分类方管按断面形状分类:简单断面方管——方形方管、矩形方管复杂断面方管——花形方管、开口形方管、波纹形方管、异型方管方矩管表面处理分类方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管方矩管用途分类方管按用途分类——装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管方矩管壁厚分类方矩管按壁厚分类——超厚壁方矩管、厚壁方矩管和薄壁方矩管主要用于幕墙,建筑,机械,钢铁建设项目,造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。根据异型钢管标准的要求,无缝钢管的主要技术指标包括钢管的化学成分、几何尺寸精度、表而质以及机械性能和工艺性能等。月前,绝大多数钢竹好企业比较重视其中的钢管几何尺寸精度这指标,不惜在轧机和焊机的投资上花jR金以提高机组水平。

淬火异形管淬火是将钢加热到奥氏体化温度即临界温度AC3(亚共析钢)或AC1(过共析钢)以上某温度,保温段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度冷却快冷到Ms以下(或附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
在异形管高频焊接过程中,焊接工艺及工艺参数的、感应圈和阻抗器位置的放置等对异形管焊缝的质量都有影响。下面我们就详细为大家分析下:当高频输入的热量不足且焊接速度过快时,使得被加热的异形管体边缘达不到焊接的温度,钢铁仍保持其固态而焊接不上,形成了未熔合或未焊透的裂纹。当高频输入热量过大且焊接速度过慢时,使得被加热的管体边缘超过了焊接温度,容易产生过热甚至过烧,使焊缝击穿,造成异形管金属而形成缩孔。可以调整高频焊接电流或调整焊接速度的来输入热量的大小,从而使异形管的焊缝既要焊透又不焊穿,获得焊接质量优良的异形管。()金属材料热法此用异型管氧化反应造成的有机化学热加温铝合金与煤灰,并使反映全自动开展。此常见的有铝、硅铁、钛镁铝合金等,获得的有色金属或纯金属材料碳含量极低。现阶段用这类方式好钛铁、钼铁、硼铁、铌铁、高钨铁、高钒铁与金属铬等。设计品牌()电焊焊接视角为使氩气非常好地维护电焊焊接溶池,和有利于焊接实际操作,钨极轴线与电焊焊接处产品工件般应维持80-85°角,添充焊条与管件表层交角应尽量地小,般为0°上下。方矩管好工艺分类方矩管按好工艺分:热轧无缝方管、冷拔无缝方管、无缝方管、焊接方管。其中焊接方管又分为:(a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管(b)按焊缝分——直缝焊方管、螺旋焊方管方矩管材质分类方管按材质分:普碳钢方管、低合金方管。普碳钢分为:Q19Q2Q23SS400、20#钢、45#钢等;低合金钢分为Q3416Mn、Q390、ST52-3等。()复合型表层加强加工工艺可使表面残留压地应力遍布更有效,九台16mn方管,可明显增强异型管的疲劳极限。
厚壁异形管可轧制更薄的钢管。由于轧辊凸缘区较小、各点间的线速度差减小,使金属的不均匀变形大大减轻。另外,气辊轧制受力均匀,峰值压力小.使得轧制更薄壁的钢竹成为可能。铸造辉煌异形钢管的冷却速度本身就不够快,如果同时淬火的产品过多,导致工件之间的油温冷却能力急剧下降,产生互相之间的热影响,九台天津挤压管,并终导致工件的冷却速度不够,硬度较低。般而言,处于淬火筐中间的工件容易出现硬度低的情况。
般情况下,异形管的钝化很多,常用的是高温钝化或钝化。()蚀异型管室外堆积時间较长时,应在管子端尾开展遮住,避免降水腐蚀,导致管子端尾比较严重浸蚀。九台异型钢管电焊焊接前的点常见问题更为关心实际操作安全性异型钢管电焊焊接前的点常见问题异型管电焊焊接全过程中,大伙儿将会会更为关心实际操作安全性,异型钢管针对焊接前的些准备工作会非常容易被忽视。下边大家就给大伙儿介绍下异型管电焊焊接前的些常见问题:()查验水、电、气是不是接入,并按要求所有联接好,不可以松脱。水、电、气全是异型管电焊焊接全过程中的风险源,因此在焊接前定要查验好;()应用有关专用工具清理对接焊缝表层,即用刷或打磨砂纸彻底消除对接焊缝表层水、油、金属氧化物等残渣,以确保电焊焊接品质;()要留意异型管电焊焊接工作场所的清除,不可以有易燃性、易爆物,采用避风港对策等;()用心查验保焊机的布线是不是符合规定,异型钢管产品质量问题是非常容易引安全的要素,因此定不可以心存侥幸;()对异型管对接焊缝开展焊接前查验,由于这立即关联着电焊焊接实际效果,因此是很在必需的;()关键电焊焊接构造要选用化学水处理法开展清理。可简易地选用好或等清理其表层的水、油、高溶点空气氧化膜、金属氧化物等空气污染物。镀锌钢丝绳不能系结、扭绕,在个节径内断开超出10%时,应予以拆换。商品的限度精确,差,同级差好于厚钢板规范;商品、板形好。精扎选用连轧加工工艺,全自动活套自动系统,保证不堆钢不拉钢,商品规格高精度,尺寸公差范畴、差、同条差、长弯等主要参数都好于中厚板,而且板形直度好。从而提高钢管的几何尺寸精度.而对事关钢竹化学成分的竹坏质量以及与异型钢管机械性能、工艺性能相关的钢管热处理、厚壁钢管精榷工序却亚视不够。