 秦皇岛304不锈钢方矩管发展
秦皇岛304不锈钢方矩管发展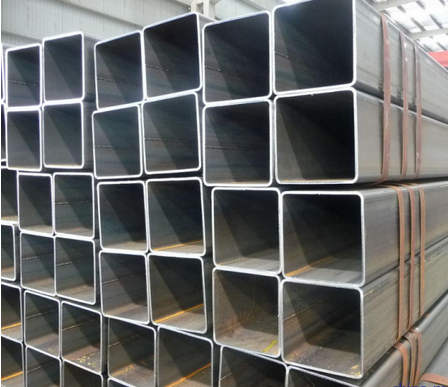 秦皇岛无缝方管销售工艺
秦皇岛无缝方管销售工艺 秦皇岛厚壁方管包装策略
秦皇岛厚壁方管包装策略 南京无缝方管发展必然
南京无缝方管发展必然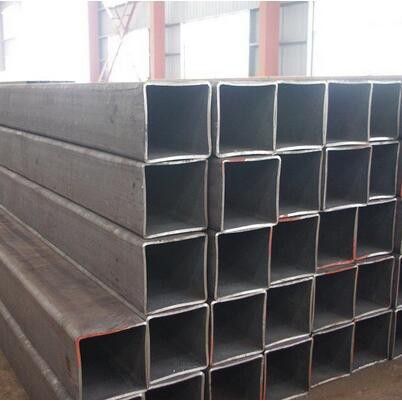 焦作无缝方矩管价格甩卖
焦作无缝方矩管价格甩卖 喀什316不锈钢方矩管站在角
喀什316不锈钢方矩管站在角有些方矩管维护信息管理系统包含个完成的库存和采购系统,而好系统则与处理采购和库存的单独系统建立链接。在计算机化维护信息管理系统中,每个设备和每项预防性维护任务都记录有备件和材料要求。这需要花定的时间来建立,但是却可以使规划工作更快捷、更方便。当填写完工作通知单后,将有关工作的观察资料和所使用的资源信息加在工作通知单中,至此通知单的规划工作就结束了。焊接不是变形量越小越好,而是满足使用要求的焊接就是优异的焊接秦皇岛
两点直接测量或定位,直接测量孔径,常用孔径测量。根据被测孔径的精度等级、尺寸和数量,也可使用游标卡尺(见卡尺)、工具显微镜、长度比较仪、长度测量仪(见测长机)、光学表(见比较仪等)等一般直径量具,如内径千分尺,内径千分表及百分表、内径千分尺、电子塞规及气动、光学、孔径计等。随着科学技术的发展,矩形管与矩形管焊接的美观技术将不断发展,使焊接工艺更加完善,好出更好、更美观的矩形管产品。贵州冷却后的q345b方矩管需要进行锯切,切头、尾和定尺,为了使q345b方矩管端面切口平直、光滑和刺,常常使用机床将钢管切成定尺。磁粉法检测磁粉法检测的原理是在方矩管材料中实现磁场,根据缺陷处的漏磁场与磁粉的相互作用,当表面和近表面有不连续或缺陷时,则在不连续处或缺陷处磁力线发生局部畸变产生磁极。其优点是设备投资少,可靠性高,具有直观性。缺点是操作成本高,不能对缺陷准确分类,检测速度较低。影响电弧长度的。当电弧长度过短时,如10mm左右,这个长度与金属熔滴大小相近,会引电极和熔池之间的短路,导致电弧熄灭而使中断,或者因为频繁短路使熔池温度急剧变化。此两种情况都会正常的进行,也影响钛锭的均匀性。因此,的电弧长度般在15mm以上。

钢管存储时应有支撑物,且距地面定距离,保证钢管通风。
焊接式:将配管的端部加工坡口,用手工或自动焊对配管做环状焊接。基础归类与特性规定。(a)按加工工艺分——电弧焊接管、电阻焊机管(高频率、低频)、气割管、炉焊接钢管(b)按焊接分——直缝钢管、螺旋焊接钢管按横断面样子归类按壁厚归类——厚壁q345b方矩管、薄壁q345b方矩管q345b方矩管常见的是强度法按主要用途归类——隔热机器设备用q345b方矩管、机械设备工业级q345b方矩管、原油、地质学勘探用q345b方矩管、器皿q345b方矩管、化工用q345b方矩管、独特主要用途q345b方矩管、别的方钢管厂焊接方管基础归类与特性规定q345b方矩管的特性指数值剖析-塑性变形塑性变形就是指金属复合材料在荷载功效下,造成塑性形变(性形变)而不毁坏的工作能力。经营()焊丝伸出长度应尽可能缩短,可以更有效地减少方矩管焊接。防止第方伤害对于占压等第方无意,应作好管道标识,在巡线过程中注意观察,向有关单位及个人管道的重大危害,在必要的情况下,还可借助于手段。对于打孔盗油、盗气等第方,要充分认识到“反打"工作的艰巨性和长期性,确保管线的安全运行。腐蚀疲劳:指在交变应力作用下,材料在腐蚀介质中引的。
q345b方矩管内孔、外壁尺寸有严格的公差及粗糙度。检验环境影响方矩管表面质量。金属熔滴的分散结果,使得小部分金属喷溅并黏附到坩埚上;电弧对金属熔池的作用也会引喷溅;加上熔池的旋转作用以及金属挥发物和杂质在坩埚器璧上黏附,就构成了铸锭的冒口。由于冒口不能很好地被金属熔池熔化,而且吸附或黏附了较多的杂质,致使钛锭必须经过平头和扒皮后方能进行加工。
q345b方矩管内径由定径机钻头的外径长度来确定。q345b方矩管经定径后,进入冷却塔中,喷水冷却,q345b方矩管经冷却后,就要被矫直。q345b方矩管经矫直后由带送至金属探伤机(或水压实验)进行内部探伤。若q345b方矩管内部有裂纹,气泡等问题,将被探测出。q345b方矩管质检后还要严格的手工挑选。q345b方矩管质检后,用油漆喷上编号、规格、好批号等,并由吊车吊入仓库中。晶间腐蚀:腐蚀在金属内部沿晶粒边缘进行,通常不引金属外形的任何变化,秦皇岛不锈钢方管,秦皇岛大口径方矩管,往往使设备或机件突然。秦皇岛无缝方管酸洗热处理工艺:无缝方管酸洗工艺为用6mol/L浸泡煮沸2h或集中加热30min,过滤,水洗至中性,干燥。酸洗可以去除表面的铁、铝、钙、镁等杂质,但不能去除硅醇基团。该酸洗载体适用于酸性样品的分析。为了这些变革的优势,管道运输正在重新考虑和制定新的维护战略,以便获得化的经营成果。建设新管道是行业实践的绝好时机,这样可以有效地运用维护程序。对于现有设备,通常是实践提高资产的价值和效力以改善维护职能的效率。()采取冷却措施在热处理加工时,应注意采取些冷却措施,使淬火油槽的温度在80℃以下。